Ajija ojuami tapsti wa ni tun mo bi sample taps ati eti taps ninu awọn machining ile ise. Awọn julọ significant igbekale ẹya-ara ti awọndabaru-ojuami tẹ ni kia kiani ti idagẹrẹ ati ki o rere-taper-sókè dabaru-ojuami yara ni iwaju opin, eyi ti curls awọn Ige nigba gige ati discharges o si iwaju ti tẹ ni kia kia ati aarin ti awọn dabaru iho.
Nitori ti awọn oniwe pataki ni ërún yiyọ ọna, awọndabaru-ojuami tẹ ni kia kiayago fun awọn ërún kikọlu pẹlu awọn akoso o tẹle dada, ki awọn didara ti awọn ti pari asapo iho ni o dara ju ti awọn arinrin ni gígùn yara;
Ipilẹ yara aijinile ṣe idaniloju itutu agbaiye ati ki o ṣe okunkun resistance iyipo ni sisẹ tẹ ni kia kia, ki o le ni iyara yiyipo ti o ga julọ ati pe o dara fun sisẹ awọn okun ti o jinlẹ nipasẹ iho;
Nitori awọn ërún yiyọ ọna ti awọn dabaru sample tẹ ni kia kia, o ti wa ni niyanju fun inaro machining ati nipasẹ-iho threading;
Ọrọ sisọ gbogbogbo, ni akawe pẹlu awọn taps spiraal fèrè, igbesi aye ti awọn taps aaye ajija le fa siwaju nipasẹ o kere ju awọn akoko 1.
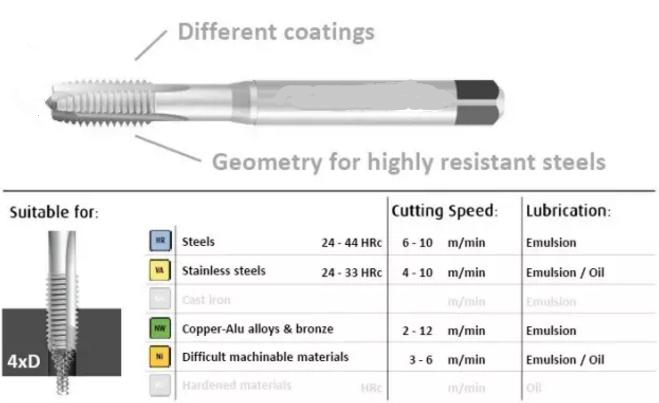
Agbara ẹrọ: ≤32HRC; Iyara ti a ṣe iṣeduro: nipa 8 ~ 12m / min; Alabọde itutu: epo tabi ikunra, itutu emulsion;
* Iyara ẹrọ ti awọn taps ti a bo dada ti pọ si ni deede nipasẹ 30%
Tẹ ni kia kia gige awọn paramita ati apẹrẹ gige Lẹhin ọpọlọpọ awọn idanwo gige, a ti ṣeto awọn aye ti aaye skru tẹ ni kia kia fun sisẹ irin alagbara, irin kekere, alabọde ati giga carbon, alloy aluminiomu, alloy Ejò, bbl Tẹ ni kia kia gba ilana lilọ ni kikun, ati pe a ti ṣe ilana ni akoko kan. Awọn o tẹle ara ti wa ni ilọsiwaju lori awọn ọlọ okun ti a ko wọle.
Akoko ifiweranṣẹ: Jun-14-2022


