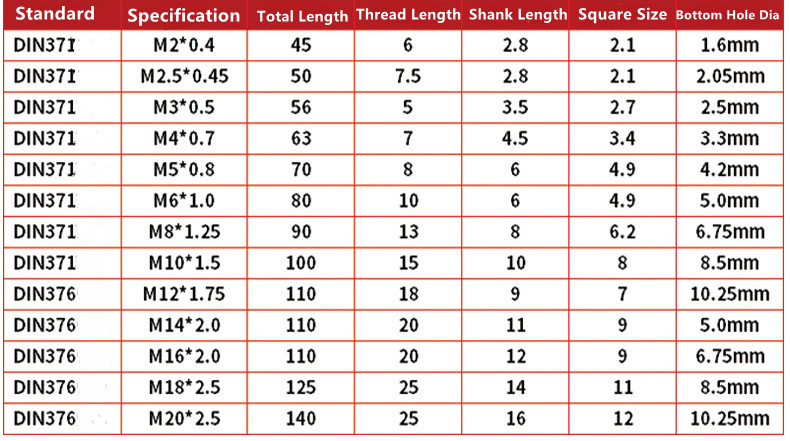
Dụng cụ ren ren xoắn ốc HSS DIN 376





Đường kính bước ren của ren quá lớn: lựa chọn cấp chính xác đường kính bước ren của ren không phù hợp; lựa chọn đường cắt không hợp lý; tốc độ cắt ren quá cao; độ đồng trục giữa lỗ ren dưới và phôi kém; lựa chọn thông số mài ren không phù hợp; chiều dài côn cắt ren quá ngắn. Đường kính bước ren quá nhỏ: lựa chọn sai độ chính xác đường kính bước ren; lựa chọn thông số cạnh ren không hợp lý, ren bị mòn; lựa chọn dung dịch cắt không phù hợp.
Vòi nước bị hỏng:
1. Đường kính lỗ đáy quá nhỏ, khả năng loại bỏ phoi không tốt, gây tắc nghẽn khi cắt;
2. Tốc độ cắt quá cao và quá nhanh khi taro;
3. Mũi ren dùng để ren có trục khác với đường kính của lỗ ren đáy;
4. Lựa chọn thông số mài ren không phù hợp và độ cứng của phôi không ổn định;
5. Vòi đã sử dụng trong thời gian dài và bị mòn quá mức.
Vòi bị sập: 1. Góc nghiêng của vòi được chọn quá lớn;
6. Độ dày cắt của mỗi răng của vòi quá lớn;
7. Độ cứng tôi của vòi quá cao;
8. Vòi đã được sử dụng trong thời gian dài và bị mòn nghiêm trọng.

Cắt sắc bén, chống mài mòn và bềnKhông dính vào dao, không dễ gãy dao, loại bỏ phoi tốt, không cần đánh bóng, sắc bén và chống mài mòn;Sử dụng loại lưỡi cắt mới có hiệu suất tuyệt vời, bề mặt nhẵn, không dễ bị mẻ, tăng độ cứng của dụng cụ, tăng cường độ cứng và loại bỏ phoi kép; Thiết kế vát, dễ kẹp.