DIN338 HSSCO M35 ڈبل اینڈ ٹوئسٹ ڈرلز 3.0-5.2 ملی میٹر


پروڈکٹ کی تفصیل
خصوصیات:
1. سٹینلیس سٹیل، ڈائی سٹیل، ایلومینیم الائے، کاسٹ آئرن، کاپر، جستی پائپ اور دیگر دھاتی مواد میں سوراخ کرنے کے لیے موزوں
2. اعلی سختی، لباس مزاحمت، درست پوزیشننگ، اچھی چپ ہٹانا اور اعلی کارکردگی
3. صرف کولڈ رولڈ سٹیل استعمال کیا جا سکتا ہے، بجھایا اور بجھایا اور غصہ شدہ سٹیل سختی سے ممنوع ہے۔
ورکشاپس میں استعمال کی سفارش

| قطر | کل لمبائی | بانسری کی لمبائی | پی سیز/باکس |
| 3.0 ملی میٹر | 45 ملی میٹر | 15.5 ملی میٹر | 10 |
| 3.2 ملی میٹر | 49 ملی میٹر | 16 ملی میٹر | 10 |
| 3.5 ملی میٹر | 52 ملی میٹر | 17 ملی میٹر | 10 |
| 4.0 ملی میٹر | 53 ملی میٹر | 17.5 ملی میٹر | 10 |
| 4.2 ملی میٹر | 55 ملی میٹر | 18.5 ملی میٹر | 10 |
| 4.5 ملی میٹر | 55 ملی میٹر | 18.5 ملی میٹر | 10 |
| 5.0 ملی میٹر | 60 ملی میٹر | 20 ملی میٹر | 10 |
| 5.2 ملی میٹر | 60 ملی میٹر | 20 ملی میٹر | 10 |
| برانڈ | ایم ایس کے ٹی | کوٹنگ | No |
| پروڈکٹ کا نام | ڈبل اینڈ ٹوئسٹ ڈرل | معیاری | DIN338 |
| مواد | ایچ ایس ایس سی او | استعمال کریں۔ | ہینڈ ڈرل |
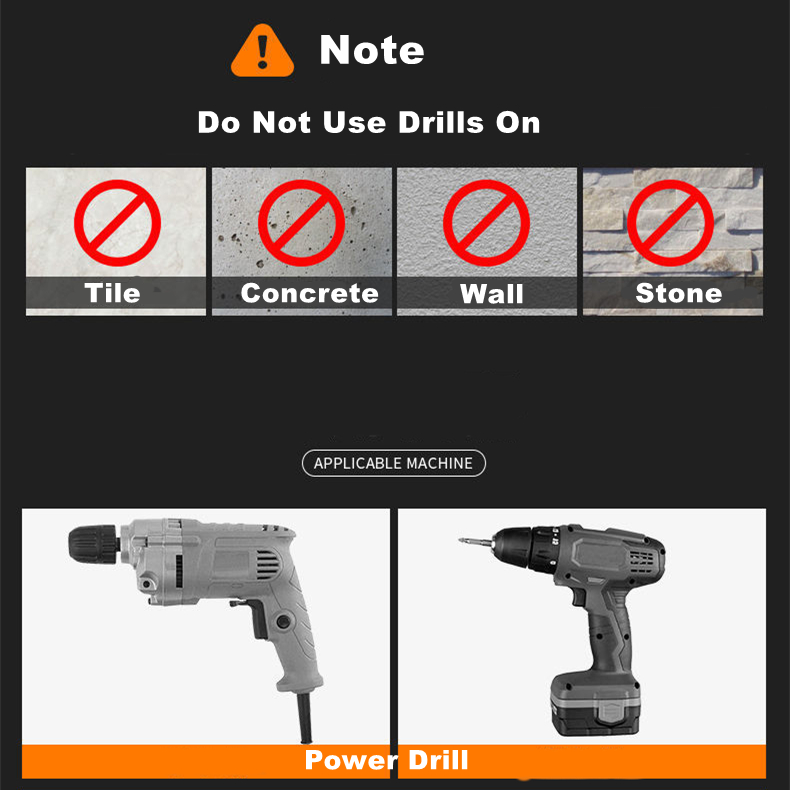
نوٹ
برقی ڈرل پروسیسنگ آپریشن کے لئے تجاویز:
1. کم ٹارک کی وجہ سے 12V لتیم الیکٹرک ڈرل کی سفارش نہیں کی جاتی ہے، 24V، 48V لتیم الیکٹرک ڈرل کی سفارش کی جاتی ہے۔
2. ڈرلنگ کرتے وقت، ڈرل بٹ اور سٹینلیس سٹیل پلیٹ 90 ڈگری پر کھڑے ہوتے ہیں،
3. اگر سوراخ 6mm سے بڑا ہے، تو پہلے ایک چھوٹا سوراخ کرنے کے لیے 3.2-4mm ڈرل کا استعمال کریں، اور پھر سوراخ کو پھیلانے کے لیے ایک بڑی ڈرل کا استعمال کریں۔
4. الیکٹرک ڈرل چک کو ڈبل اینڈ ڈرل کو کلیمپ کرنا چاہیے۔ بے نقاب حصہ جتنا چھوٹا ہوگا اتنا ہی بہتر ہے۔ ڈرل کے کٹنگ کنارے کو زیادہ تیز یا بہت تیز ہونے کی ضرورت نہیں ہے۔
5. برقی ڈرل کی رفتار 800-1500 کے درمیان ہونی چاہیے۔ اثر بہت بڑا نہیں ہونا چاہئے.
6. سوراخ کرنے سے پہلے، آپ ایک نمونہ پنچ (یا اس کے بجائے ایک کیل) استعمال کر سکتے ہیں تاکہ پہلے پنچنگ پوزیشن پر سینٹر پوائنٹ کو پنچ کریں، اور ڈرل بٹ انحراف نہیں کرے گا۔