Спіральні мітчикитакож відомі як мітчики з наконечником та мітчики з крайкою в машинобудуванні. Найважливішою структурною особливістюмітчик з гвинтовим наконечником- це похила канавка з позитивним конусом на передньому кінці, яка загинає різець під час різання та відводить його до передньої частини мітчика та центру отвору для гвинта.
Завдяки спеціальному методу видалення стружки,мітчик з гвинтовим наконечникомзапобігає потраплянню стружки на сформовану поверхню різьби, завдяки чому якість готового різьбового отвору краща, ніж у звичайної прямої канавки;
Неглибока структура канавок забезпечує охолодження та посилює стійкість до крутного моменту під час нарізання різьби, завдяки чому вона може мати вищу швидкість обертання та підходить для обробки глибокої наскрізної різьби;
Завдяки методу видалення стружки мітчика з гвинтовим наконечником, його рекомендується використовувати для вертикальної обробки та нарізання різьби в наскрізних отворах;
Загалом кажучи, порівняно зі спіральними мітчиками, термін служби спіральних кінчиків може бути збільшений щонайменше в 1 раз.
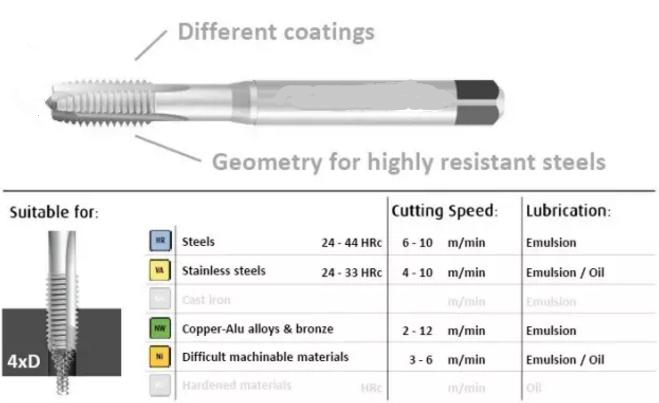
Твердість при обробці: ≤32HRC; Рекомендована швидкість: приблизно 8~12 м/хв; Охолоджувальне середовище: олія або мазь, емульсійне охолодження;
*Швидкість обробки мітчиків з поверхневим покриттям відповідно збільшується на 30%
Параметри нарізання мітчика та форма канавки. Після багатьох випробувань на різання ми встановили параметри мітчика з гвинтовою головкою для обробки нержавіючої сталі, низьковуглецевої, середньо- та високовуглецевої сталі, алюмінієвих сплавів, мідних сплавів тощо. Мітчик використовує повний процес шліфування, а канавка обробляється за один раз. Різьба обробляється на імпортних різьбофрезерних верстатах.
Час публікації: 14 червня 2022 р.


