HSK Toolholder
Ang HSK tool system ay isang bagong uri ng high speed short taper shank, na ang interface ay gumagamit ng paraan ng taper at end face positioning sa parehong oras, at ang shank ay hollow, na may maikling taper length at 1/10 taper, na nakakatulong sa liwanag at high speed na pagbabago ng tool. Gaya ng ipinapakita sa Figure 1.2. Dahil sa hollow cone at end face positioning, binabayaran nito ang pagkakaiba ng radial deformation sa pagitan ng spindle hole at toolholder sa panahon ng high speed machining, at ganap na inaalis ang axial positioning error, na ginagawang posible ang high speed at high precision machining. Ang ganitong uri ng toolholder ay higit at mas karaniwang ginagamit sa mga high-speed machining center.

Folding KM Toolholder
Ang istraktura ng toolholder na ito ay katulad ng HSK toolholder, na gumagamit din ng hollow short taper structure na may taper na 1/10, at gumagamit din ng sabay-sabay na pagpoposisyon at clamping working method ng taper at end face. Tulad ng ipinapakita sa Figure 1.3, ang pangunahing pagkakaiba ay nakasalalay sa iba't ibang mekanismo ng clamping na ginamit. Ang clamping structure ng KM ay nag-apply para sa isang US patent, na gumagamit ng mas mataas na clamping force at mas mahigpit na sistema. Gayunpaman, dahil ang KM toolholder ay may dalawang simetriko na circular recesses na pinutol sa tapered surface (inilapat kapag nag-clamping), ito ay manipis kung ihahambing, ang ilang bahagi ay hindi gaanong malakas, at nangangailangan ito ng napakataas na puwersa ng pag-clamping upang gumana nang maayos. Bilang karagdagan, ang proteksyon ng patent ng istraktura ng toolholder ng KM ay naghihigpit sa mabilis na pagpapasikat at aplikasyon ng sistemang ito.
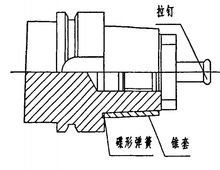
NC5 toolholder
Gumagamit din ito ng hollow short taper structure na may taper na 1/10, at ginagamit din nito ang parehong taper at end face upang mahanap at i-clamp ang paraan ng pagtatrabaho. Dahil ang metalikang kuwintas ay ipinadala sa pamamagitan ng keyway sa harap na silindro ng NC5 toolholder, walang keyway para sa pagpapadala ng metalikang kuwintas sa dulo ng toolholder, kaya ang axial na dimensyon ay mas maikli kaysa sa HSK toolholder. Ang pangunahing pagkakaiba sa pagitan ng NC5 at ng nakaraang dalawang toolholder ay ang toolholder ay hindi gumagamit ng manipis na pader na istraktura, at isang intermediate taper sleeve ay idinagdag sa tapered surface ng toolholder. Ang axial movement ng intermediate taper sleeve ay hinihimok ng disc spring sa dulong mukha ng toolholder. Ang NC5 toolholder ay nangangailangan ng bahagyang mas kaunting katumpakan ng pagmamanupaktura para sa spindle at ang toolholder mismo dahil sa mataas na kakayahan sa kompensasyon ng error ng intermediate taper sleeve. Bilang karagdagan, mayroon lamang isang butas ng tornilyo para sa pag-mount ng spigot sa toolholder ng NC5, at ang pader ng butas ay mas makapal at mas malakas, kaya ang mekanismo ng pressurized na clamping ay maaaring gamitin upang matugunan ang mga kinakailangan ng mabigat na pagputol. Ang pangunahing kawalan ng toolholder na ito ay mayroong karagdagang contact surface sa pagitan ng toolholder at ng spindle taper hole, at ang katumpakan ng pagpoposisyon at katigasan ng toolholder ay nababawasan.
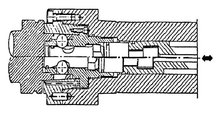
CAPTO Toolholder
Ang larawan ay nagpapakita ng CAPTO toolholder na ginawa ng Sandvik. Ang istraktura ng toolholder na ito ay hindi conical, ngunit isang three-pronged cone na may bilugan na ribs at isang taper na 1/20, at isang guwang na maikling cone na istraktura na may sabay-sabay na pagpoposisyon ng contact ng kono at ang dulong mukha. Ang trigonal cone structure ay maaaring mapagtanto ang torque transmission nang hindi dumudulas sa parehong direksyon, hindi na kailangan ang transmission key, inaalis ang dynamic na problema sa balanse na dulot ng transmission key at keyway. Ang malaking ibabaw ng trigonal cone ay ginagawang mababa ang presyon ng ibabaw ng toolholder, mas mababa ang pagpapapangit, mas mababa ang pagkasira, at sa gayon ay mahusay na pagpapanatili ng katumpakan. Gayunpaman, ang butas ng trigonal na kono ay mahirap i-machine, ang gastos sa machining ay mataas, hindi ito tugma sa mga umiiral na toolholder, at ang akma ay magiging self-locking.
I-click upang tingnan ang mga kaugnay na produkto
Oras ng post: Mar-17-2023


