HSK verktygshållare
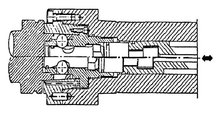
HSK-verktygssystemet är en ny typ av höghastighets kortkoniskt skaft, vars gränssnitt använder sig av kon- och ändytepositionering samtidigt. Skaftet är ihåligt, med kort konlängd och 1/10 kona, vilket underlättar lätta och snabba verktygsbyten. Som visas i figur 1.2. På grund av den ihåliga konen och ändytepositioneringen kompenseras skillnaden i radiell deformation mellan spindelhålet och verktygshållaren under höghastighetsbearbetning, och elimineras helt det axiella positioneringsfelet, vilket möjliggör höghastighetsbearbetning med hög precision. Denna typ av verktygshållare används alltmer i höghastighetsbearbetningscentra.

Hopfällbar KM-verktygshållare
Strukturen på denna verktygshållare liknar HSK-verktygshållaren, som också använder en ihålig kort konisk struktur med en kona på 1/10, och även använder samtidig positionering och fastspänningsmetod för kona och ändyta. Som visas i figur 1.3 ligger den största skillnaden i den olika fastspänningsmekanismen som används. KM:s fastspänningsstruktur har ansökts om ett amerikanskt patent, vilket använder en högre fastspänningskraft och ett styvare system. Eftersom KM-verktygshållaren har två symmetriska cirkulära urtag skurna i den avsmalnande ytan (applicerade vid fastspänning), är den tunn i jämförelse, vissa delar är mindre starka och den kräver en mycket hög fastspänningskraft för att fungera korrekt. Dessutom begränsar patentskyddet för KM-verktygshållarstrukturen den snabba populariseringen och tillämpningen av detta system.
NC5 verktygshållare
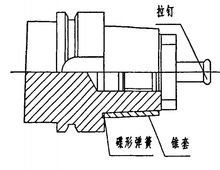
Den använder också en ihålig kort konisk struktur med en kona på 1/10, och den använder även både kona och ändyta för att lokalisera och fastspänna arbetsmetoden. Eftersom vridmomentet överförs via kilspåret på den främre cylindern på NC5-verktygshållaren finns det inget kilspår för att överföra vridmoment i änden av verktygshållaren, så den axiella dimensionen är kortare än HSK-verktygshållaren. Den största skillnaden mellan NC5 och de två föregående verktygshållarna är att verktygshållaren inte använder den tunnväggiga strukturen, och en mellanliggande konhylsa läggs till på verktygshållarens koniska yta. Den axiella rörelsen hos den mellanliggande konhylsan drivs av en tallriksfjäder på verktygshållarens ändyta. NC5-verktygshållaren kräver något lägre tillverkningsnoggrannhet för spindeln och själva verktygshållaren på grund av den mellanliggande konhylsans höga felkompensationsförmåga. Dessutom finns det bara ett skruvhål för montering av tapp i NC5-verktygshållaren, och hålväggen är tjockare och starkare, så den trycksatta klämmekanismen kan användas för att uppfylla kraven för tung skärning. Den största nackdelen med denna verktygshållare är att det finns en extra kontaktyta mellan verktygshållaren och spindelns konhål, och verktygshållarens positioneringsnoggrannhet och styvhet minskar.
CAPTO verktygshållare
Bilden visar CAPTO-verktygshållaren som tillverkas av Sandvik. Hållarens struktur är inte konisk, utan en tredelad kon med rundade ribbor och en avsmalning på 1/20, och en ihålig kort konstruktur med samtidig kontaktpositionering av konen och ändytan. Den trigonala konstrukturen kan åstadkomma vridmomentöverföring utan glidning i båda riktningarna, utan behöver längre någon växellådsnyckel, vilket eliminerar problemet med dynamisk balans som orsakas av växellådsnyckeln och nyckelspåret. Den stora ytan på den trigonala konen gör att verktygshållarens yta har lågt tryck, mindre deformation, mindre slitage och därmed god noggrannhet. Det trigonala konhålet är dock svårt att bearbeta, bearbetningskostnaden är hög, det är inte kompatibelt med befintliga verktygshållare och passformen blir självlåsande.
Klicka för att se relaterade produkter
Publiceringstid: 17 mars 2023


