Majsradiekvarn för nickelbaserade högtemperaturlegeringar





PRODUKTBESKRIVNING
Titan är ett notoriskt svårt material att bearbeta, särskilt i aggressiva verktygsbanor, såsom de som är förknippade med högeffektiv fräsning (HEM). Denna hörnradiefräs används speciellt för bearbetning av material inom flygindustrin. Den använder importerat volframstål och har lång livslängd.
REKOMMENDATION FÖR ANVÄNDNING I VERKSTÄDER
Titanlegering TC18-21, ferrit, högnickellegering över 35 %, högtemperaturbeständigt rostfritt stål, nickel-krom-kobolt och andra svårbearbetade höghållfasta titanlegeringar, högtemperaturlegeringsmaterial.
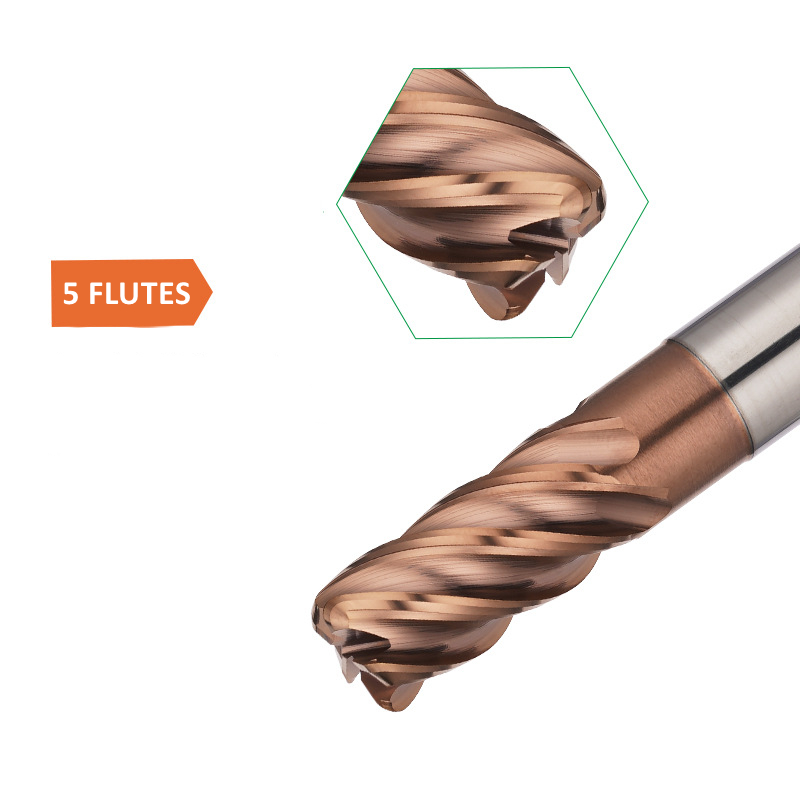
5-skärig design är 30%–40% snabbare än 3-skärig/4-skärig fräs
Seismisk design/Ultrahög metallborttagningshastighet/Låg inre spänning
| Flöjtdiameter | D6–D12 | Flöjtlängd | 8–24 mm |
| Flöjttyp | Spiralformad | Material | Högkvalitativ volfram |
| Beläggning | Ja | Stämpla | MSK |
| Bearbetningsområde | Svårbearbetade material som titanlegeringar, superlegeringar, ferriter, nickelkroppar, högtemperaturbeständiga rostfria stål och nickel-krom-kobolt | ||
| Tillämpliga maskiner | Fräsmaskiner, CNC-bearbetningscentra, datorgonggongar, gravyrmaskiner | ||
SÄRDRAG
1. Special för titan/superlegeringar som är svårbearbetade
Utrustad med en beläggning med hög smörjning och låg friktionskoefficient för att minimera den inre spänningen i det bearbetade materialet.
2. Geometriflöjt
Utmärkt geometrisk design med 5 U-spår kan öka kontaktpunkten med materialet som ska bearbetas, samtidigt som verktygets styvhet ökas och utmärkt ytjämnhet säkerställs.
3. Importerad volframstålstång
Skafttoleransnoggrannhet på H5, speciellt utformad för högprecisionsskaftspännsystem.
4. Avfasningsdesign
Gör det enkelt att bli fastklämd.
5. Seismisk design
Ultrahög avverkningshastighet, låg inre spänning, 30–40 % snabbare än traditionella 3-blads/4-bladsfräsar
Ansökan:
Flyg- och rymdindustrin, militärindustrin, mekaniska delar, bilar, specialiserad elektronisk kommunikation och andra områden
Köparens anmärkning:
1. Mät verktygets avböjning innan du använder verktyget. Om verktygets avböjningsnoggrannhet överstiger 0,01 mm, korrigera den innan du skär.
2. Ju kortare verktyget som sticker ut ur chucken är, desto bättre. Om verktyget sticker ut längre måste hastigheten, matningshastigheten och skärmängden minskas.
3. Om onormala vibrationer eller ljud uppstår under skärning, minska hastigheten och skärmängden tills situationen förbättras.
4. Stålkylningen sker företrädesvis med spray och luftstråle, vilket kan förbättra fräsens användningseffekt. Titanlegeringar och andra superlegeringar rekommenderas inte.









