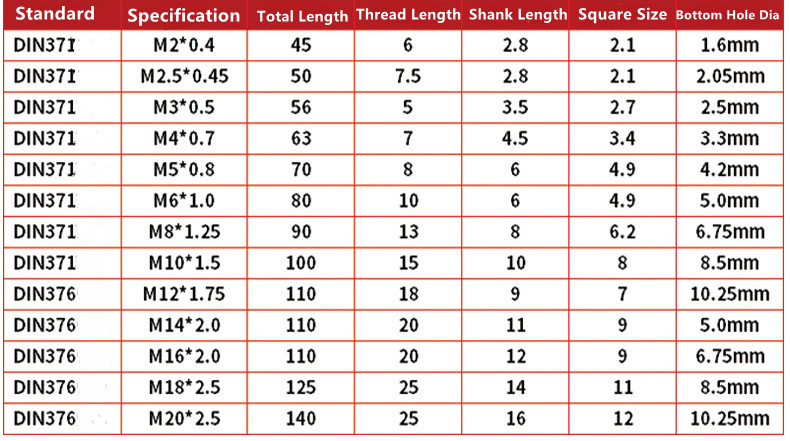
HSS spiralgängtappar Gängverktyg DIN 376 spiralgängtappar





För hög gängtappsdiameter: felaktigt val av gängtappens noggrannhetsgrad för gängtappen; orimligt skärval; för hög gängtapps skärhastighet; dålig koaxialitet mellan gängans bottenhål och arbetsstycket; olämpligt val av gängtappslipningsparametrar; gängtappskärning: Konlängden är för kort. Gängtappens stigningsdiameter är för liten: noggrannheten för gängtappens stigningsdiameter är felaktigt vald; parametervalet för gängtappkanten är orimligt och gängtappen är sliten; valet av skärvätska är olämpligt.
Kranen är trasig:
1. Bottenhålets diameter är för liten, och spånborttagningen är dålig, vilket orsakar blockering i skärningen;
2. Skärhastigheten är för hög och för snabb vid gängning;
3. Gängtappen som används för gängning har en annan axel än diametern på det gängade bottenhålet;
4. Felaktigt val av parametrar för skärpning av tappgängor och arbetsstyckets instabila hårdhet;
5. Kranen har använts länge och är kraftigt sliten.
Tappkranar hopfällda: 1. Tappkranens lutningsvinkel är för stor;
6. Skärtjockleken på varje tand på tappgängtangen är för stor;
7. Kranens släckningshårdhet är för hög;
8. Kranen har använts länge och är kraftigt sliten.

Skarp skärning, slitstark och hållbar. Klipper inte fast på kniven, är inte lätt att bryta, bra spånborttagning, inget behov av polering, vass och slitstark; Användningen av en ny typ av skäregg med utmärkt prestanda, slät yta, inte lätt att flisa, ökar verktygets styvhet, stärker styvheten och dubbel spånborttagning; Avfasad design, lätt att klämma fast.