Högkvalitativa M35 maskinspiralgängtappar DIN 376 spiralgängtappar





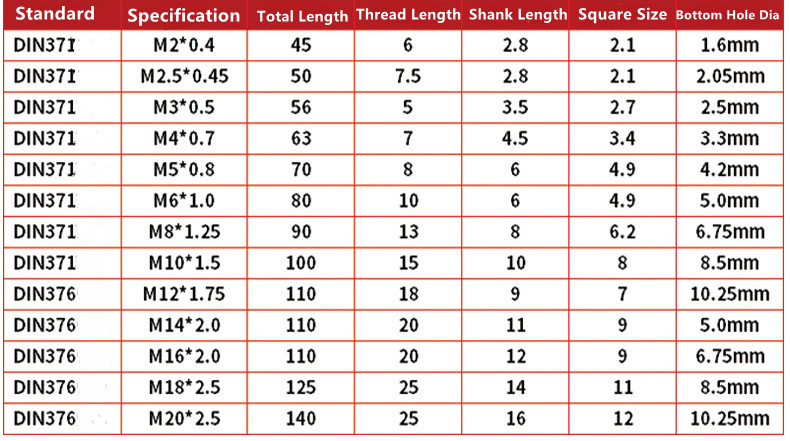
Analys av problemet med för tidigt gängbrott; Rimligt val av gängtappar: Gängtappstypen måste bestämmas rimligt beroende på arbetsstyckets material och hålets djup; Bottenhålets diameter är rimlig: till exempel, M5*0,8 bör välja 4,2 mm bottenhål. Felaktig användning av 4,0 mm orsakar brott. Problem med arbetsstyckets material: materialet är orent, det finns alltför hårda punkter eller porer i detaljen, och gängtappen tappar omedelbart balansen och går sönder. Välj en flexibel chuck: ställ in ett rimligt vridmomentvärde med en chuck med momentskydd, vilket kan förhindra brott vid fastkörning. Synkron kompensationsverktygshållare: den kan ge axiell mikrokompensation för bristande synkronisering av hastighet och matning vid stel gängning. Dålig kvalitet på skärvätskan: Problem med kvaliteten på skärvätskan och smörjoljan påverkar gängans noggrannhet och gängtappens livslängd. Skärhastighetsmatning: för liten gängnoggrannhet är dålig, för hög kommer att bryta gängtappen direkt, beroende på befälhavarens erfarenhet. Blindhål träffar bottenhålet: Vid bearbetning av bottenhålsgängan är gängtappen på väg att nudda botten av hålet, och operatören inser det inte.

Utmärkt urval av material
Genom att använda utmärkta kobolthaltiga råvaror har den fördelarna med högre seghet, god hårdhet och slitstyrka.
Brett utbud av applikationer
Kobolthaltiga raka spångängtappar kan användas för borrning i olika material, med ett komplett produktsortiment.