Спиралне тачкасте славинесу такође познати као врхови нарезника и ивице нарезника у машинској индустрији. Најзначајнија структурна карактеристикаславина са завртњемје нагнути жлеб у облику позитивног конуса на предњем крају, који увија рез током сечења и испушта га на предњи део навојнице и средиште отвора за вијак.
Због своје посебне методе уклањања струготине,славина са завртњемизбегава интерференцију струготине са формираном површином навоја, тако да је квалитет завршеног навојног отвора бољи од квалитета обичног равног жлеба;
Плитка структура жлеба обезбеђује хлађење и јача отпорност на обртни момент при обради навоја, тако да може имати већу брзину ротације и погодна је за обраду дубоких навоја кроз рупе;
Због начина уклањања струготине код навојног убода са врхом вијка, препоручује се за вертикалну обраду и нарезивање навоја кроз рупе;
Генерално говорећи, у поређењу са спиралним жлебљеним навојним цевима, век трајања спиралних навојних цевчица може се продужити најмање 1 пут.
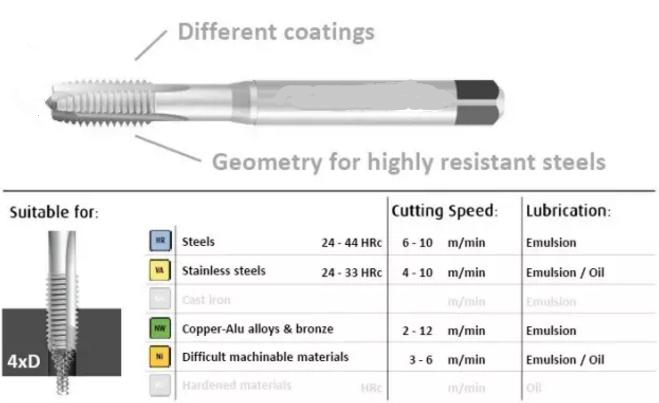
Тврдоћа обраде: ≤32HRC; Препоручена брзина: око 8~12m/min; Расхладни медијум: уље или маст, емулзионо хлађење;
*Брзина обраде површински обложених навојних резаца је одговарајуће повећана за 30%
Параметри сечења навоја и облик жлеба Након многих тестова сечења, подесили смо параметре навојног навоја за обраду нерђајућег челика, нискоугљеничног, средњеугљеничног и високоугљеничног челика, легура алуминијума, легура бакра итд. Навој усваја потпуни процес брушења, а жлеб се обрађује одједном. Навоји се обрађују на увезеним глодалицама навоја.
Време објаве: 14. јун 2022.


