DIN338 HSSCO M35 Shpues me dy skaje 3.0-5.2 mm


PËRSHKRIMI I PRODUKTIT
Karakteristikat:
1. I përshtatshëm për shpimin e vrimave në çelik inox, çelik metalik, aliazh alumini, gize, bakër, tuba të galvanizuar dhe materiale të tjera metalike
2. Fortësi e lartë, rezistencë ndaj konsumimit, pozicionim i saktë, heqje e mirë e çipave dhe efikasitet i lartë
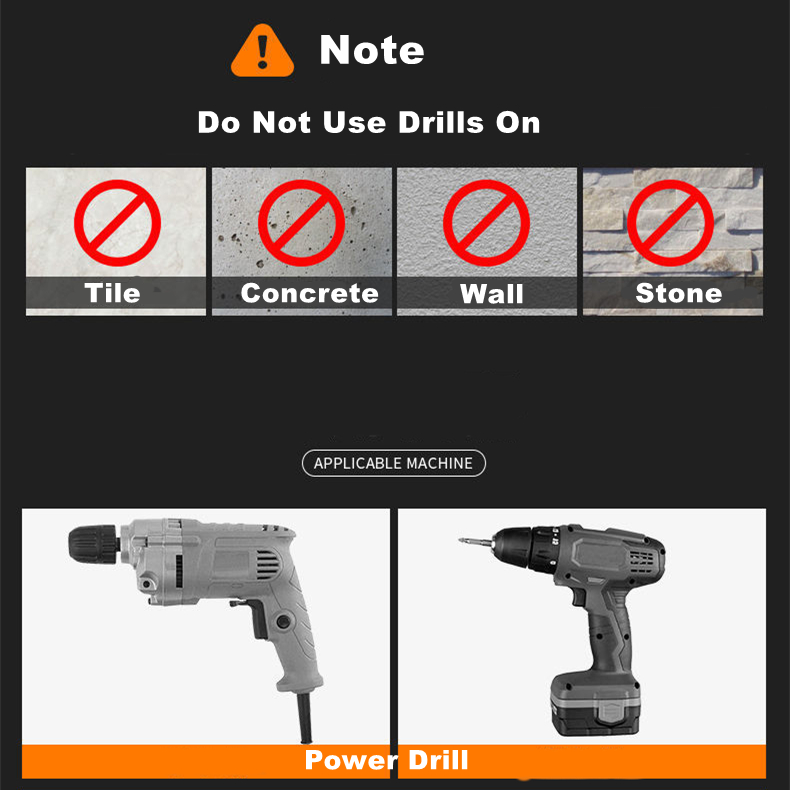
3. Mund të përdoret vetëm çeliku i petëzuar në të ftohtë, çeliku i shuar dhe i temperuar është rreptësisht i ndaluar.
REKOMANDIM PËR PËRDORIM NË PUNËTORI

| Diametri | Gjatësia totale | Gjatësia e flautit | Copë/Kuti |
| 3.0 mm | 45 mm | 15.5 mm | 10 |
| 3.2 mm | 49 mm | 16 mm | 10 |
| 3.5 mm | 52 mm | 17 mm | 10 |
| 4.0 mm | 53 mm | 17.5 mm | 10 |
| 4.2 mm | 55 mm | 18.5 mm | 10 |
| 4.5 mm | 55 mm | 18.5 mm | 10 |
| 5.0 mm | 60 mm | 20 mm | 10 |
| 5.2 mm | 60 mm | 20 mm | 10 |
| Markë | MSKT | Veshje | No |
| Emri i produktit | Stërvitje me dy skaje rrotulluese | Standard | DIN338 |
| Materiali | HSSCO | Përdor | Stërvitje dore |
Shënim
Këshilla për funksionimin e përpunimit të shpimit elektrik:
1. Nuk rekomandohet një makinë shpimi elektrike litium 12V për shkak të çift rrotullues të ulët, por rekomandohet një makinë shpimi elektrike litium 24V, 48V.
2. Gjatë shpimit, maja e shpimit dhe pllaka e çelikut inox janë pingule me 90 gradë,
3. Nëse vrima është më e madhe se 6 mm, së pari përdorni një trapan 3.2-4 mm për të shpuar një vrimë të vogël dhe më pas përdorni një trapan të madh për ta zgjeruar vrimën.
4. Mandrina elektrike e shpimit duhet të fiksojë shpuesin me dy skaje. Sa më e shkurtër të jetë pjesa e ekspozuar, aq më mirë. Tehu prerës i shpuesit nuk ka nevojë të jetë shumë i mprehtë ose shumë i mprehtë.
5. Shpejtësia e makinës elektrike të shpimit duhet të jetë midis 800-1500. Efekti nuk duhet të jetë shumë i madh.
6. Përpara se të shponi një vrimë, mund të përdorni një shpues mostër (ose një gozhdë në vend të kësaj) për të shpuar fillimisht pikën qendrore në pozicionin e shpimit, dhe maja e shpimit nuk do të devijojë.