Spiralni navojni svedriso v strojni industriji znani tudi kot navojni svedri s konico in robom. Najpomembnejša strukturna značilnostnavojni navojje nagnjen in pozitivno zožen utor v obliki vijaka na sprednjem koncu, ki med rezanjem zvije rezilo in ga odvede na sprednji del navojnega svedra in središče luknje za vijak.
Zaradi posebne metode odstranjevanja odrezkov,navojni navojpreprečuje motnjo odrezkov na oblikovani površini navoja, tako da je kakovost končne navojne luknje boljša kot pri navadnem ravnem utoru;
Plitva struktura utorov zagotavlja hlajenje in krepi odpornost na navor pri obdelavi navojev, tako da ima lahko višjo hitrost vrtenja in je primerna za obdelavo globokih navojev skozi luknje;
Zaradi metode odstranjevanja odrezkov pri navojnem navojnem svedru je priporočljiv za vertikalno obdelavo in rezanje navojev skozi luknje;
Na splošno se lahko v primerjavi s spiralno-žlebnimi navojnimi svedri življenjska doba spiralno-koničastih navojnih svedrov podaljša za vsaj 1-krat.
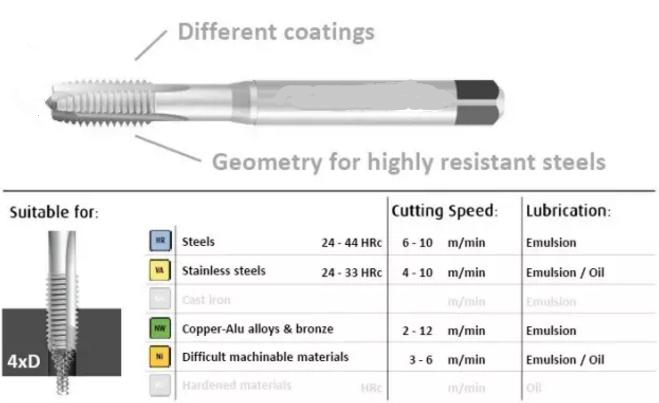
Trdota obdelave: ≤32HRC; Priporočena hitrost: približno 8~12 m/min; Hladilni medij: olje ali mazilo, emulzijsko hlajenje;
*Hitrost obdelave površinsko prevlečenih navojnih svedrov se ustrezno poveča za 30 %
Parametri rezanja navoja in oblika utora Po številnih testih rezanja smo določili parametre vijačnega navojnega svedra za obdelavo nerjavečega jekla, nizkoogljičnega, srednjeogljičnega in visokoogljičnega jekla, aluminijevih zlitin, bakrovih zlitin itd. Navojni sveder uporablja celoten postopek brušenja, utor pa se obdeluje hkrati. Navoji se obdelujejo na uvoženih navojnih rezkarjih.
Čas objave: 14. junij 2022


