DIN338 HSSCO M35 ද්විත්ව අන්ත ඇඹරුම් සරඹ 3.0-5.2mm


නිෂ්පාදනය විස්තරය
විශේෂාංග:
1. මල නොබැඳෙන වානේ, ඩයි වානේ, ඇලුමිනියම් මිශ්ර ලෝහ, වාත්තු යකඩ, තඹ, ගැල්වනයිස් කරන ලද පයිප්ප සහ අනෙකුත් ලෝහ ද්රව්යවල සිදුරු විදීම සඳහා සුදුසු වේ.
2. ඉහළ දෘඪතාව, ඇඳුම් ප්රතිරෝධය, නිවැරදි ස්ථානගත කිරීම, හොඳ චිප් ඉවත් කිරීම සහ ඉහළ කාර්යක්ෂමතාව
3. සීතල රෝල් කරන ලද වානේ පමණක් භාවිතා කළ හැකි අතර, නිවාදැමීම සහ නිවාදැමීම සහ තෙම්පරාදු කළ වානේ දැඩි ලෙස තහනම්ය.
වැඩමුළු වල භාවිතය සඳහා නිර්දේශය

| විෂ්කම්භය | මුළු දිග | නළා දිග | පරිගණක/පෙට්ටිය |
| 3.0මි.මී. | 45 මි.මී. | 15.5 මි.මී | 10 |
| 3.2 මි.මී. | 49 මි.මී | 16 මි.මී. | 10 |
| 3.5 මි.මී | 52 මි.මී | 17 මි.මී. | 10 |
| 4.0මි.මී. | 53 මි.මී | 17.5 මි.මී | 10 |
| 4.2 මි.මී. | 55 මි.මී | 18.5 මි.මී | 10 |
| 4.5 මි.මී | 55 මි.මී | 18.5 මි.මී | 10 |
| 5.0මි.මී | 60 මි.මී. | 20 මි.මී. | 10 |
| 5.2මි.මී. | 60 මි.මී. | 20 මි.මී. | 10 |
| වෙළඳ නාමය | එම්.එස්.කේ.ටී. | ආලේපනය | No |
| නිෂ්පාදන නාමය | ද්විත්ව අන්ත ඇඹරුම් සරඹ | සම්මත | DIN338 හඳුන්වා දීම |
| ද්රව්ය | එච්එස්එස්සීඕ | භාවිත | අත් සරඹ |
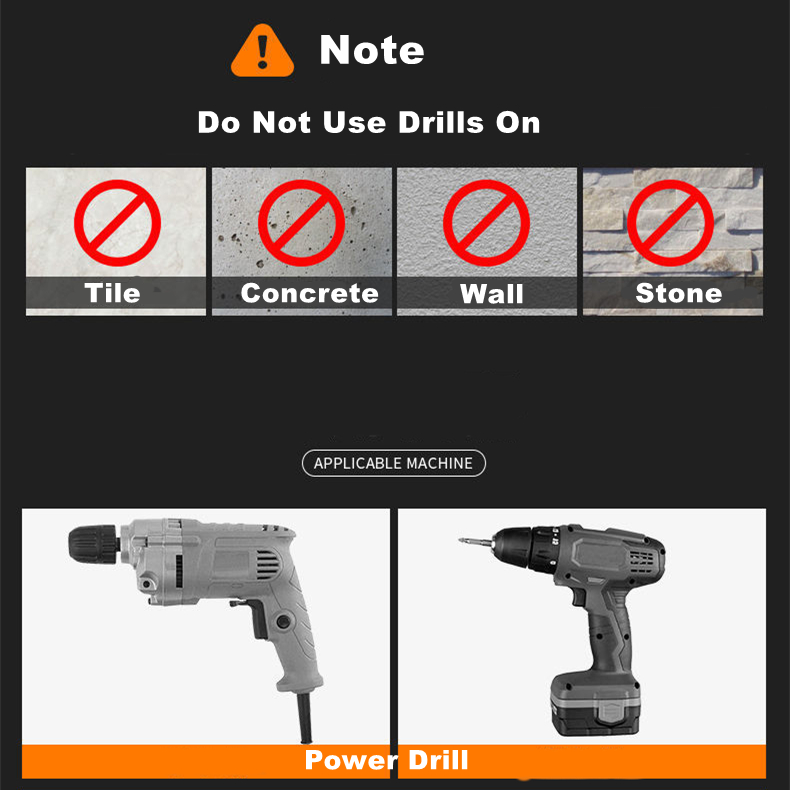
සටහන
විදුලි සරඹ සැකසුම් ක්රියාකාරිත්වය සඳහා උපදෙස්:
1. අඩු ව්යවර්ථය නිසා 12V ලිතියම් විදුලි සරඹය නිර්දේශ නොකරයි, 24V, 48V ලිතියම් විදුලි සරඹය නිර්දේශ කෙරේ.
2. විදුම් කරන විට, සරඹ බිට් සහ මල නොබැඳෙන වානේ තහඩුව අංශක 90 ට ලම්බකව,
3. සිදුර 6mm ට වඩා විශාල නම්, පළමුව කුඩා සිදුරක් විදීමට 3.2-4mm සරඹයක් භාවිතා කරන්න, ඉන්පසු සිදුර පුළුල් කිරීමට විශාල සරඹයක් භාවිතා කරන්න.
4. විදුලි සරඹ චක් එක ද්විත්ව කෙළවර සරඹය තද කළ යුතුය. නිරාවරණය වූ කොටස කෙටි වන තරමට වඩා හොඳය. සරඹයේ කැපුම් දාරය ඕනෑවට වඩා තියුණු හෝ ඕනෑවට වඩා තියුණු විය යුතු නැත.
5. විදුලි සරඹයේ වේගය 800-1500 අතර විය යුතුය. බලපෑම ඉතා විශාල නොවිය යුතුය.
6. සිදුරක් විදීමට පෙර, ඔබට නියැදි පන්ච් එකක් (හෝ ඒ වෙනුවට ඇණයක්) භාවිතා කර මුලින්ම සිදුරු කරන ස්ථානයේ මධ්ය ලක්ෂ්යය විදින්න පුළුවන්, එවිට සරඹ බිට් එක අපගමනය නොවේ.