DIN338 HSSCO M35 ڊبل اينڊ ٽوئسٽ ڊرل 3.0-5.2mm


پيداوار جي وضاحت
خاصيتون:
1. اسٽينلیس اسٽيل، ڊائي اسٽيل، ايلومينيم مصر، ڪاسٽ آئرن، ٽامي، لوهي پائپ ۽ ٻين ڌاتو جي مواد ۾ سوراخ ڪرڻ لاءِ مناسب.
2. وڏي سختي، لباس جي مزاحمت، صحيح پوزيشننگ، سٺي چپ هٽائڻ ۽ اعليٰ ڪارڪردگي
3. صرف ڪولڊ رولڊ اسٽيل استعمال ڪري سگهجي ٿو، ڪوئلڊ ۽ ڪوئلڊ ۽ ٽيمپرڊ اسٽيل سختي سان منع ٿيل آهن.
ورڪشاپس ۾ استعمال لاءِ سفارش

| قطر | ڪُل ڊيگهه | بانسري جي ڊيگهه | پي سي ايس/باڪس |
| 3.0 ملي ميٽر | 45 ملي ميٽر | 15.5 ملي ميٽر | 10 |
| 3.2 ملي ميٽر | 49 ملي ميٽر | 16 ملي ميٽر | 10 |
| 3.5 ملي ميٽر | 52 ملي ميٽر | 17 ملي ميٽر | 10 |
| 4.0 ملي ميٽر | 53 ملي ميٽر | 17.5 ملي ميٽر | 10 |
| 4.2 ملي ميٽر | 55 ملي ميٽر | 18.5 ملي ميٽر | 10 |
| 4.5 ملي ميٽر | 55 ملي ميٽر | 18.5 ملي ميٽر | 10 |
| 5.0 ملي ميٽر | 60 ملي ميٽر | 20 ملي ميٽر | 10 |
| 5.2 ملي ميٽر | 60 ملي ميٽر | 20 ملي ميٽر | 10 |
| برانڊ | ايم ايس ڪي ٽي | ڪوٽنگ | No |
| شئ جو نالو | ڊبل اينڊ ٽوئسٽ ڊرل | معياري | ڊين 338 |
| مواد | ايڇ ايس ايس سي او | استعمال ڪريو | هٿ جي مشق |
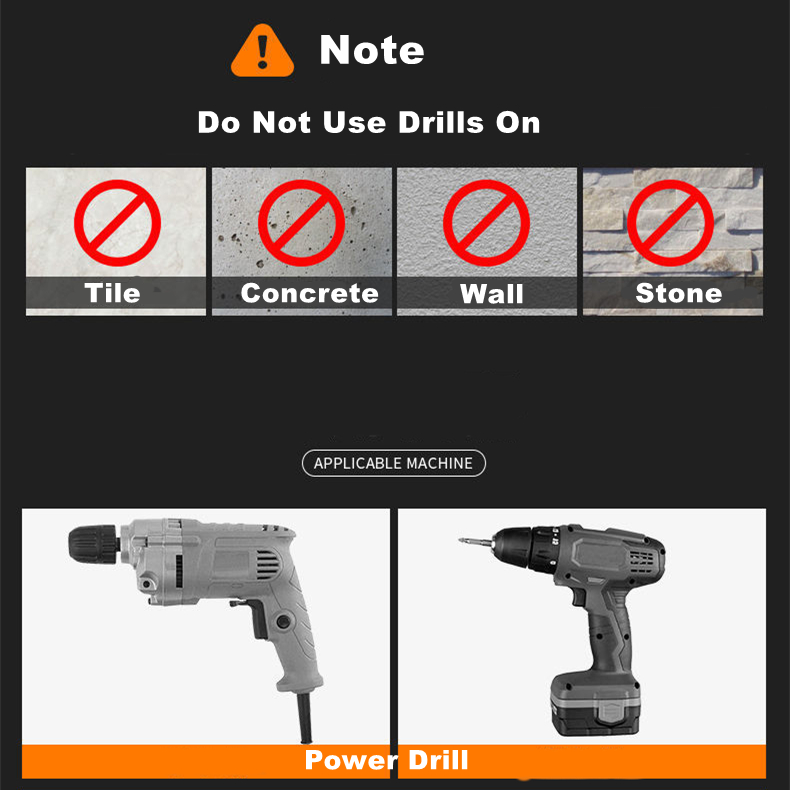
نوٽ
اليڪٽرڪ ڊرل پروسيسنگ آپريشن لاءِ صلاحون:
1. گهٽ ٽارڪ جي ڪري 12V ليٿيم اليڪٽرڪ ڊرل جي سفارش نه ڪئي وئي آهي، 24V، 48V ليٿيم اليڪٽرڪ ڊرل جي سفارش ڪئي وئي آهي.
2. ڊرلنگ ڪرڻ وقت، ڊرل بٽ ۽ اسٽينلیس اسٽيل پليٽ 90 درجن تي عمودي آهن،
3. جيڪڏهن سوراخ 6 ملي ميٽر کان وڏو آهي، ته پهريان 3.2-4 ملي ميٽر ڊرل استعمال ڪريو هڪ ننڍڙو سوراخ ڪرڻ لاءِ، ۽ پوءِ سوراخ کي وڌائڻ لاءِ هڪ وڏي ڊرل استعمال ڪريو.
4. اليڪٽرڪ ڊرل چڪ کي ڊبل اينڊڊ ڊرل کي ڪلمپ ڪرڻ گهرجي. بي نقاب حصو جيترو ننڍو هوندو، اوترو بهتر. ڊرل جي ڪٽڻ واري ڪنڊ کي تمام تيز يا تمام تيز هجڻ جي ضرورت ناهي.
5. اليڪٽرڪ ڊرل جي رفتار 800-1500 جي وچ ۾ هجڻ گهرجي. اثر تمام وڏو نه هجڻ گهرجي.
6. سوراخ ڪرڻ کان اڳ، توهان هڪ نموني پنچ (يا ان جي بدران هڪ نيل) استعمال ڪري سگهو ٿا ته جيئن پهرين پنچنگ پوزيشن تي سينٽر پوائنٽ کي پنچ ڪري سگهجي، ۽ ڊرل بٽ انحراف نه ڪندو.