Метчики со спиральной нарезкойВ машиностроении также известны как концевые и кромочные метчики. Наиболее важной конструктивной особенностьюметчик с винтовым наконечникомпредставляет собой наклонную канавку с положительным конусом на переднем конце, которая завихряет стружку во время резки и выводит ее к передней части метчика и центру резьбового отверстия.
Благодаря особому методу удаления стружки,метчик с винтовым наконечникомисключает попадание стружки на формируемую поверхность резьбы, благодаря чему качество готового резьбового отверстия лучше, чем у обычной прямой канавки;
Неглубокая структура канавки обеспечивает охлаждение и усиливает сопротивление крутящему моменту при обработке метчиком, благодаря чему он может иметь более высокую скорость вращения и подходит для обработки глубоких сквозных резьб;
Благодаря способу удаления стружки метчик рекомендуется применять для вертикальной обработки и нарезания резьбы в сквозных отверстиях;
В целом, по сравнению с метчиками со спиральной канавкой, срок службы метчиков со спиральной канавкой может быть увеличен как минимум в 1 раз.
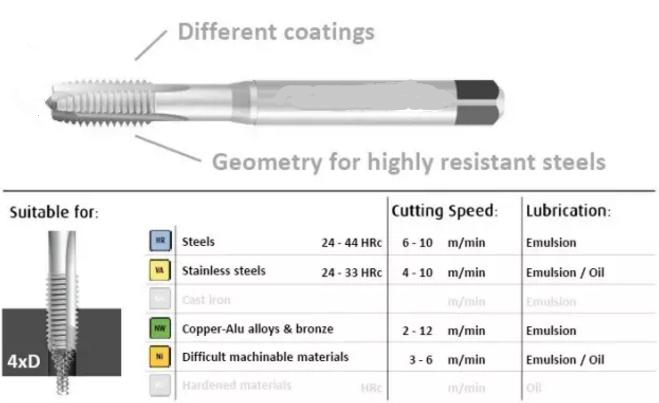
Твердость обработки: ≤32HRC; Рекомендуемая скорость: около 8~12 м/мин; Охлаждающая среда: масло или мазь, эмульсионное охлаждение;
*Скорость обработки метчиков с покрытием соответственно увеличивается на 30%.
Параметры нарезания резьбы метчиком и форма канавки. После многочисленных испытаний на резку, мы установили параметры метчика с винтовой вершиной для обработки нержавеющей стали, низко-, средне- и высокоуглеродистой стали, алюминиевых сплавов, медных сплавов и т.д. Метчик проходит полную шлифовку, и канавка обрабатывается за один проход. Резьба нарезается на импортных резьбофрезах.
Время публикации: 14 июня 2022 г.


