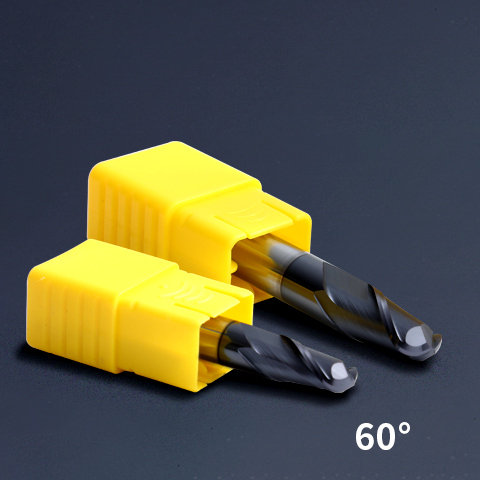
د HRC60 CNC وسیلې کاربایډ بال ناک روټر بټ



| ډول | د HRC60 CNC وسیلې کاربایډ بال ناک روټر بټ | د موادو | ټنګسټن فولاد |
| د کار ټوټه مواد | مس، سټینلیس فولاد، د الیاژ فولاد، د وسایلو فولاد، قند شوی او نرم شوی فولاد، کاربن فولاد، کاسټ اوسپنه، د تودوخې درملنه شوی سخت فولاد | عددي کنټرول | سي این سي |
| د ترانسپورت بسته | بکس | بانسري | 2 |
| کوټ کول | ال ټي سي اېن | سختۍ | د HRC60 معرفي کول |
ځانګړتیا:
۱. د نانو ټیک څخه کار واخلئ، سختۍ او حرارتي ثبات یې په ترتیب سره تر ۴۰۰۰HV او ۱۲۰۰ درجو پورې دی.
۲. دوه اړخیزه ډیزاین په مؤثره توګه سختۍ او سطحې پای ته وده ورکوي. د مرکز څخه پورته پرې کول د پرې کولو مقاومت کموي. د جنک سلاټ لوړ ظرفیت د چپ لرې کولو ته ګټه رسوي او د ماشین کولو موثریت زیاتوي. د دوه فلوټونو ډیزاین د چپ لرې کولو لپاره ښه دی، د عمودی فیډ پروسس کولو لپاره اسانه دی، په پراخه کچه د سلاټ او سوري پروسس کولو کې کارول کیږي.
د کارولو لارښوونې
د ښه پرې کولو سطحې ترلاسه کولو او د وسیلې ژوند اوږدولو لپاره. ډاډ ترلاسه کړئ چې لوړ دقت، لوړ سختۍ، او نسبتا متوازن وسیلې هولډرونه وکاروئ.
۱. د دې وسیلې کارولو دمخه، مهرباني وکړئ د وسیلې انحراف اندازه کړئ. کله چې د وسیلې انحراف دقت له 0.01 ملي میتر څخه ډیر شي، مهرباني وکړئ د پرې کولو دمخه یې سم کړئ.
۲. د چک څخه د راوتلو وسیلې اوږدوالی څومره لنډ وي، هومره ښه وي. که چیرې د راوتلو وسیله اوږده وي، مهرباني وکړئ د جګړې سرعت، د تغذیې سرعت یا د پرې کولو اندازه پخپله کم کړئ.
۳. که چیرې د پرې کولو په وخت کې غیر معمولي وایبریشن یا شور رامنځته شي، مهرباني وکړئ د سپینډل سرعت او د پرې کولو اندازه کمه کړئ تر هغه چې وضعیت بدل نشي.
۴. د فولادو مواد د سپرې یا هوا جیټ په واسطه سړېږي، د تطبیق وړ میتود په توګه د لوړ المونیم ټایټانیوم ښه اغیزه لري. سپارښتنه کیږي چې د سټینلیس سټیل، ټایټانیوم الیاژ یا د تودوخې مقاومت لرونکي الیاژ لپاره د اوبو نه حل کیدونکي پرې کولو مایع وکاروئ.
۵. د پرې کولو طریقه د ورک پیس، ماشین او سافټویر لخوا اغیزمن کیږي. پورته معلومات د حوالې لپاره دي. وروسته له دې چې د پرې کولو حالت مستحکم شي، د فیډ کچه 30٪ - 50٪ زیاته کړئ.
کارول:
په ډیری برخو کې په پراخه کچه کارول کیږي
د هوايي چلند تولید
د ماشین تولید
د موټر جوړونکی
قالب جوړول
د بریښنا تولید
د لیت پروسس کول









