DIN338 HSSCO M35 ډبل اینډ ټویست ډرلونه 3.0-5.2mm


د محصول ځانګړتیاوې
ځانګړتیاوې:
۱. د سټینلیس سټیل، ډای سټیل، المونیم الیاژ، کاسټ اوسپنې، مسو، ګالوانیز پایپ او نورو فلزي موادو کې د سوریو د ډرل کولو لپاره مناسب
2. لوړ سختۍ، د اغوستلو مقاومت، دقیق موقعیت، ښه چپ لرې کول او لوړ موثریت
۳. یوازې سړه رول شوی فولاد کارول کیدی شي، د قند او قند او تودوخې فولادو کارول په کلکه منع دي.
په ورکشاپونو کې د کارولو لپاره سپارښتنه

| قطر | ټول اوږدوالی | د بانسري اوږدوالی | کمپیوټرونه/بکس |
| ۳.۰ ملي متره | ۴۵ ملي متره | ۱۵.۵ ملي متره | 10 |
| ۳.۲ ملي متره | ۴۹ ملي متره | ۱۶ ملي متره | 10 |
| ۳.۵ ملي متره | ۵۲ ملي متره | ۱۷ ملي متره | 10 |
| ۴.۰ ملي متره | ۵۳ ملي متره | ۱۷.۵ ملي متره | 10 |
| ۴.۲ ملي متره | ۵۵ ملي متره | ۱۸.۵ ملي متره | 10 |
| ۴.۵ ملي متره | ۵۵ ملي متره | ۱۸.۵ ملي متره | 10 |
| ۵.۰ ملي متره | ۶۰ ملي متره | ۲۰ ملي متره | 10 |
| ۵.۲ ملي متره | ۶۰ ملي متره | ۲۰ ملي متره | 10 |
| برانډ | ایم ایس کی ټي | پوښ کول | No |
| د محصول نوم | دوه ګونی پای ټویسټ ډرل | معیاري | د DIN338 معرفي کول |
| د موادو | د HSSCO شرکت | کارول | لاسي تمرین |
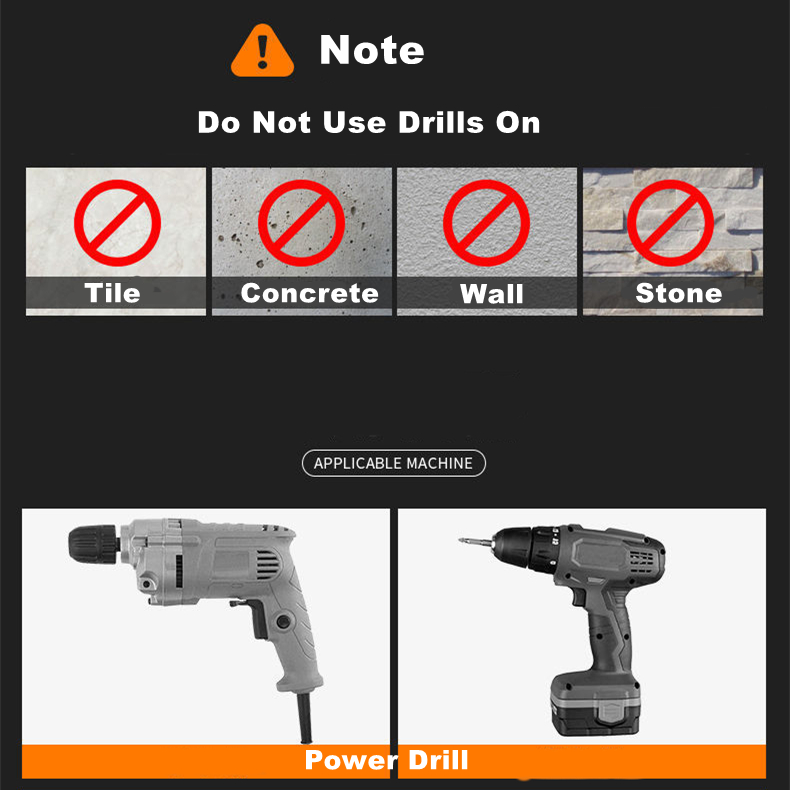
یادښت
د بریښنایی ډرل پروسس کولو عملیاتو لپاره لارښوونې:
۱. د ۱۲ ولټه لیتیم برقي ډرل سپارښتنه نه کیږي ځکه چې ټیټ تورک لري، د ۲۴ ولټه، ۴۸ ولټه لیتیم برقي ډرل سپارښتنه کیږي.
۲. کله چې برمه کول، د ډرل بټ او د سټینلیس سټیل پلیټ د ۹۰ درجو سره عمودي وي،
۳. که سوری د ۶ ملي میتر څخه لوی وي، لومړی د ۳.۲-۴ ملي میتر ډرل څخه کار واخلئ ترڅو یو کوچنی سوری ډرل کړئ، او بیا د سوری پراخولو لپاره لوی ډرل وکاروئ.
۴. د برقي ډرل چک باید دوه اړخیز ډرل بند کړي. څومره چې ښکاره برخه لنډه وي، هغومره ښه وي. د ډرل د پرې کولو څنډه باید ډیره تیزه یا ډیره تیزه نه وي.
۵. د برقي ډرل سرعت باید د ۸۰۰-۱۵۰۰ ترمنځ وي. اغیز باید ډیر لوی نه وي.
۶. مخکې له دې چې سوری ووهل شي، تاسو کولی شئ د نمونې پنچ (یا پرځای یې نوک) وکاروئ ترڅو لومړی د پنچ کولو موقعیت کې مرکزي نقطه ووهئ، او د ډرل بټ به انحراف ونکړي.