

Część 1
W świecie produkcji i inżynierii precyzyjnej, uchwyt narzędziowy z funkcją rozszerzania stał się przełomowym rozwiązaniem, rewolucjonizując proces mocowania i wyznaczając nowe standardy wydajności. U podstaw jego konstrukcji leży zasada rozszerzalności i kurczenia cieplnego, co czyni go przełomowym w branży.
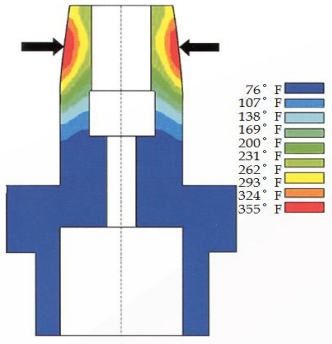
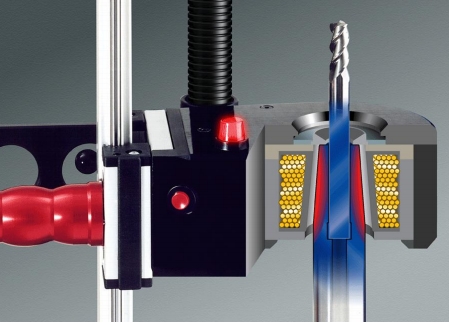
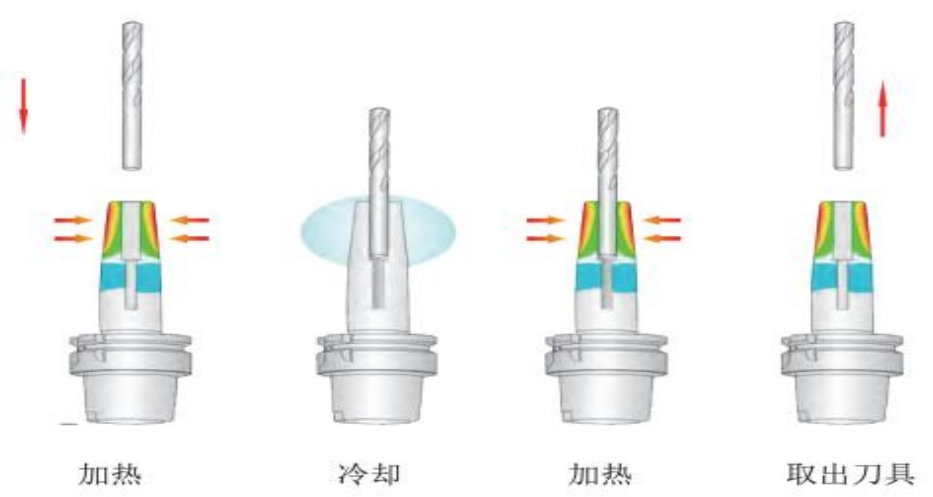
Zasada mocowania uchwytu narzędziowego z rozprężnym mocowaniem. Uchwyt narzędziowy z rozprężnym mocowaniem działa w oparciu o fundamentalną zasadę rozszerzalności i kurczenia cieplnego, wykorzystując energię cieplną do uzyskania optymalnego mocowania. Dzięki zastosowaniu urządzenia indukującego ciepło, część mocująca narzędzia ulega szybkiemu nagrzaniu, co powoduje rozszerzenie średnicy wewnętrznej uchwytu narzędziowego. Następnie narzędzie jest bezproblemowo wkładane do rozprężonego uchwytu narzędziowego, a po ostygnięciu uchwyt narzędziowy kurczy się, wywierając równomierną siłę zacisku bez mechanicznych elementów mocujących.
Część 2
Cechy uchwytu narzędziowego do rozprężania To innowacyjne rozwiązanie zaciskowe wyróżnia się szeregiem imponujących cech, które odróżniają je od tradycyjnych metod:
Minimalne ugięcie narzędzia (≤3μm) i solidna siła zacisku dzięki równomiernemu zaciskaniu
Kompaktowa i symetryczna konstrukcja o małych wymiarach zewnętrznych, dzięki czemu idealnie nadaje się do obróbki głębokich gniazd
Wszechstronna możliwość dostosowania do obróbki z dużą prędkością, oferująca znaczące korzyści zarówno w procesach obróbki zgrubnej, jak i wykańczającej
Zwiększona prędkość skrawania, szybkość posuwu i wykończenie powierzchni, co ostatecznie wydłuża żywotność narzędzia i wrzeciona
Narzędzia z węglika spiekanego mocowane za pomocą uchwytu rozprężnego charakteryzują się znacznie dłuższą żywotnością, bo aż o ponad 30%, a także 30-procentową poprawą wydajności, co potwierdza ich status jako uchwytu narzędziowego o wysokiej precyzji i sztywności.
Zastosowanie uchwytu narzędziowego z rozprężnym mocowaniem. Aby zmaksymalizować potencjał uchwytu narzędziowego z rozprężnym mocowaniem, zaleca się jego stosowanie do mocowania narzędzi z chwytem cylindrycznym. Narzędzia o średnicy mniejszej niż 6 mm powinny spełniać tolerancję chwytu h5, natomiast narzędzia o średnicy 6 mm lub większej powinny spełniać tolerancję chwytu h6. Chociaż uchwyt narzędziowy z rozprężnym mocowaniem jest kompatybilny z różnymi materiałami narzędziowymi, takimi jak stal szybkotnąca, węglik spiekany i metal ciężki, węglik spiekany jest preferowanym wyborem zapewniającym optymalną wydajność.
Część 3
Metody użytkowania i wskazówki bezpieczeństwa dotyczące uchwytu narzędziowego do rozprężania. Podobnie jak w przypadku każdego zaawansowanego narzędzia, zrozumienie prawidłowego użytkowania i przestrzeganie protokołów bezpieczeństwa jest kluczowe. Podczas instalacji lub demontażu narzędzi należy pamiętać, że uchwyt narzędziowy do rozprężania może generować temperatury przekraczające 300 stopni Celsjusza, a typowy czas nagrzewania wynosi od 5 do 10 sekund. Ze względów bezpieczeństwa należy unikać kontaktu z rozgrzanymi częściami uchwytu narzędziowego podczas zaciskania oraz nosić rękawice azbestowe podczas obsługi uchwytu narzędziowego, aby zminimalizować ryzyko oparzeń.
Zrównoważony rozwój i trwałość. Uchwyt narzędziowy z funkcją rozszerzania jest nie tylko symbolem innowacyjności i wydajności, ale także ucieleśnieniem długowieczności i niezawodności. Z minimalnym okresem użytkowania przekraczającym 3 lata, stanowi on dowód trwałości konstrukcji i zrównoważonego wpływu na procesy produkcyjne.
Podsumowując, uchwyt narzędziowy z funkcją rozprężania stanowi krok naprzód w technologii mocowania, oferując niezrównaną precyzję, wydajność i niezawodność. Dzięki swojemu przełomowemu wpływowi na środowisko produkcyjne, ugruntował on swoją pozycję jako niezbędnego narzędzia w nowoczesnej inżynierii precyzyjnej.
Czas publikacji: 28-02-2024


