ਸਪਾਈਰਲ ਪੁਆਇੰਟ ਟੈਪਸਮਸ਼ੀਨਿੰਗ ਉਦਯੋਗ ਵਿੱਚ ਟਿਪ ਟੈਪਸ ਅਤੇ ਐਜ ਟੈਪਸ ਵਜੋਂ ਵੀ ਜਾਣੇ ਜਾਂਦੇ ਹਨ। ਦੀ ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਨ ਢਾਂਚਾਗਤ ਵਿਸ਼ੇਸ਼ਤਾਪੇਚ-ਪੁਆਇੰਟ ਟੈਪਇਹ ਅਗਲੇ ਸਿਰੇ 'ਤੇ ਝੁਕਿਆ ਹੋਇਆ ਅਤੇ ਸਕਾਰਾਤਮਕ-ਟੇਪਰ-ਆਕਾਰ ਵਾਲਾ ਪੇਚ-ਪੁਆਇੰਟ ਗਰੂਵ ਹੈ, ਜੋ ਕੱਟਣ ਦੌਰਾਨ ਕਟਿੰਗ ਨੂੰ ਘੁਮਾ ਦਿੰਦਾ ਹੈ ਅਤੇ ਇਸਨੂੰ ਟੂਟੀ ਦੇ ਸਾਹਮਣੇ ਅਤੇ ਪੇਚ ਦੇ ਛੇਕ ਦੇ ਕੇਂਦਰ ਵਿੱਚ ਛੱਡ ਦਿੰਦਾ ਹੈ।
ਇਸਦੇ ਵਿਸ਼ੇਸ਼ ਚਿੱਪ ਹਟਾਉਣ ਦੇ ਢੰਗ ਦੇ ਕਾਰਨ,ਪੇਚ-ਪੁਆਇੰਟ ਟੈਪਬਣੇ ਧਾਗੇ ਦੀ ਸਤ੍ਹਾ ਨਾਲ ਚਿੱਪ ਦੇ ਦਖਲ ਤੋਂ ਬਚਦਾ ਹੈ, ਤਾਂ ਜੋ ਤਿਆਰ ਥਰਿੱਡਡ ਮੋਰੀ ਦੀ ਗੁਣਵੱਤਾ ਆਮ ਸਿੱਧੀ ਖੱਡ ਨਾਲੋਂ ਬਿਹਤਰ ਹੋਵੇ;
ਸ਼ੈਲੋ ਗਰੂਵ ਸਟ੍ਰਕਚਰ ਟੈਪ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਠੰਢਾ ਹੋਣ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ ਅਤੇ ਟਾਰਕ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਮਜ਼ਬੂਤ ਕਰਦਾ ਹੈ, ਤਾਂ ਜੋ ਇਸਦੀ ਰੋਟੇਸ਼ਨਲ ਸਪੀਡ ਉੱਚੀ ਹੋ ਸਕੇ ਅਤੇ ਇਹ ਡੂੰਘੇ ਥਰੂ-ਹੋਲ ਥਰਿੱਡਾਂ ਨੂੰ ਪ੍ਰੋਸੈਸ ਕਰਨ ਲਈ ਢੁਕਵਾਂ ਹੋਵੇ;
ਪੇਚ ਟਿਪ ਟੈਪ ਦੇ ਚਿੱਪ ਹਟਾਉਣ ਦੇ ਢੰਗ ਦੇ ਕਾਰਨ, ਇਸਨੂੰ ਵਰਟੀਕਲ ਮਸ਼ੀਨਿੰਗ ਅਤੇ ਥਰੂ-ਹੋਲ ਥ੍ਰੈੱਡਿੰਗ ਲਈ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ;
ਆਮ ਤੌਰ 'ਤੇ, ਸਪਾਈਰਲ ਫਲੂਟ ਟੂਟੀਆਂ ਦੇ ਮੁਕਾਬਲੇ, ਸਪਾਈਰਲ ਪੁਆਇੰਟ ਟੂਟੀਆਂ ਦੀ ਉਮਰ ਘੱਟੋ-ਘੱਟ 1 ਗੁਣਾ ਵਧਾਈ ਜਾ ਸਕਦੀ ਹੈ।
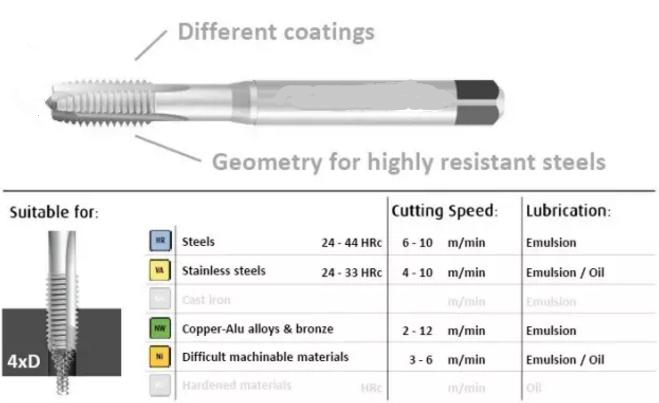
ਮਸ਼ੀਨਿੰਗ ਕਠੋਰਤਾ: ≤32HRC; ਸਿਫਾਰਸ਼ ਕੀਤੀ ਗਤੀ: ਲਗਭਗ 8~12m/ਮਿੰਟ; ਠੰਢਾ ਕਰਨ ਵਾਲਾ ਮਾਧਿਅਮ: ਤੇਲ ਜਾਂ ਮਲਮ, ਇਮਲਸ਼ਨ ਠੰਢਾ ਕਰਨਾ;
*ਸਤਹ ਕੋਟੇਡ ਟੂਟੀਆਂ ਦੀ ਮਸ਼ੀਨਿੰਗ ਗਤੀ ਅਨੁਸਾਰੀ ਤੌਰ 'ਤੇ 30% ਵਧ ਗਈ ਹੈ।
ਟੈਪ ਕੱਟਣ ਦੇ ਮਾਪਦੰਡ ਅਤੇ ਗਰੂਵ ਆਕਾਰ ਕਈ ਕੱਟਣ ਦੇ ਟੈਸਟਾਂ ਤੋਂ ਬਾਅਦ, ਅਸੀਂ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਘੱਟ, ਦਰਮਿਆਨੇ ਅਤੇ ਉੱਚ ਕਾਰਬਨ ਸਟੀਲ, ਐਲੂਮੀਨੀਅਮ ਮਿਸ਼ਰਤ, ਤਾਂਬੇ ਦੀ ਮਿਸ਼ਰਤ, ਆਦਿ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਸਕ੍ਰੂ ਪੁਆਇੰਟ ਟੈਪ ਦੇ ਮਾਪਦੰਡ ਸੈੱਟ ਕੀਤੇ ਹਨ। ਟੈਪ ਇੱਕ ਪੂਰੀ ਪੀਸਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਅਤੇ ਗਰੂਵ ਨੂੰ ਇੱਕ ਸਮੇਂ 'ਤੇ ਪ੍ਰੋਸੈਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਧਾਗੇ ਆਯਾਤ ਕੀਤੇ ਧਾਗੇ ਮਿੱਲਾਂ 'ਤੇ ਪ੍ਰੋਸੈਸ ਕੀਤੇ ਜਾਂਦੇ ਹਨ।
ਪੋਸਟ ਸਮਾਂ: ਜੂਨ-14-2022


