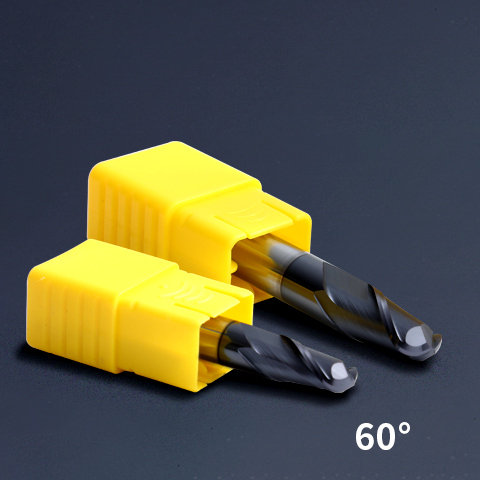
HRC60 CNC ਟੂਲਸ ਕਾਰਬਾਈਡ ਬਾਲ ਨੋਜ਼ ਰਾਊਟਰ ਬਿੱਟ



| ਦੀ ਕਿਸਮ | HRC60 CNC ਟੂਲਸ ਕਾਰਬਾਈਡ ਬਾਲ ਨੋਜ਼ ਰਾਊਟਰ ਬਿੱਟ | ਸਮੱਗਰੀ | ਟੰਗਸਟਨ ਸਟੀਲ |
| ਵਰਕਪੀਸ ਸਮੱਗਰੀ | ਤਾਂਬਾ, ਸਟੇਨਲੈੱਸ ਸਟੀਲ, ਅਲੌਏ ਸਟੀਲ, ਟੂਲ ਸਟੀਲ, ਕੁਐਂਚਡ ਅਤੇ ਟੈਂਪਰਡ ਸਟੀਲ, ਕਾਰਬਨ ਸਟੀਲ, ਕਾਸਟ ਆਇਰਨ, ਹੀਟ-ਟ੍ਰੀਟਡ ਸਖ਼ਤ ਸਟੀਲ | ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ | ਸੀ.ਐਨ.ਸੀ. |
| ਟ੍ਰਾਂਸਪੋਰਟ ਪੈਕੇਜ | ਡੱਬਾ | ਬੰਸਰੀ | 2 |
| ਕੋਟਿੰਗ | ਅਲਟੀਸੀਐਨ | ਕਠੋਰਤਾ | ਐਚਆਰਸੀ60 |
ਵਿਸ਼ੇਸ਼ਤਾ:
1. ਨੈਨੋ-ਟੈਕ ਦੀ ਵਰਤੋਂ ਕਰੋ, ਕਠੋਰਤਾ ਅਤੇ ਥਰਮਲ ਸਥਿਰਤਾ ਕ੍ਰਮਵਾਰ 4000HV ਅਤੇ 1200 ਡਿਗਰੀ ਤੱਕ ਹੈ।
2. ਦੋਹਰੇ ਕਿਨਾਰੇ ਵਾਲਾ ਡਿਜ਼ਾਈਨ ਕਠੋਰਤਾ ਅਤੇ ਸਤ੍ਹਾ ਦੀ ਸਮਾਪਤੀ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਸੁਧਾਰਦਾ ਹੈ। ਕੇਂਦਰ ਉੱਤੇ ਕੱਟਣ ਵਾਲਾ ਕਿਨਾਰਾ ਕੱਟਣ ਪ੍ਰਤੀਰੋਧ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ। ਜੰਕ ਸਲਾਟ ਦੀ ਉੱਚ ਸਮਰੱਥਾ ਚਿੱਪ ਹਟਾਉਣ ਨੂੰ ਲਾਭ ਪਹੁੰਚਾਉਂਦੀ ਹੈ ਅਤੇ ਮਸ਼ੀਨਿੰਗ ਕੁਸ਼ਲਤਾ ਨੂੰ ਵਧਾਉਂਦੀ ਹੈ। 2 ਫਲੂਟਸ ਡਿਜ਼ਾਈਨ ਚਿੱਪ ਹਟਾਉਣ ਲਈ ਵਧੀਆ ਹੈ, ਲੰਬਕਾਰੀ ਫੀਡ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਆਸਾਨ ਹੈ, ਸਲਾਟ ਅਤੇ ਹੋਲ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਵਰਤੋਂ ਲਈ ਨਿਰਦੇਸ਼
ਬਿਹਤਰ ਕੱਟਣ ਵਾਲੀ ਸਤ੍ਹਾ ਪ੍ਰਾਪਤ ਕਰਨ ਅਤੇ ਟੂਲ ਦੀ ਉਮਰ ਵਧਾਉਣ ਲਈ। ਉੱਚ-ਸ਼ੁੱਧਤਾ, ਉੱਚ-ਕਠੋਰਤਾ, ਅਤੇ ਮੁਕਾਬਲਤਨ ਸੰਤੁਲਿਤ ਟੂਲ ਹੋਲਡਰਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਯਕੀਨੀ ਬਣਾਓ।
1. ਇਸ ਟੂਲ ਦੀ ਵਰਤੋਂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਕਿਰਪਾ ਕਰਕੇ ਟੂਲ ਡਿਫਲੈਕਸ਼ਨ ਨੂੰ ਮਾਪੋ। ਜਦੋਂ ਟੂਲ ਡਿਫਲੈਕਸ਼ਨ ਸ਼ੁੱਧਤਾ 0.01mm ਤੋਂ ਵੱਧ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਕੱਟਣ ਤੋਂ ਪਹਿਲਾਂ ਇਸਨੂੰ ਠੀਕ ਕਰੋ।
2. ਚੱਕ ਤੋਂ ਬਾਹਰ ਨਿਕਲਣ ਵਾਲੇ ਔਜ਼ਾਰ ਦੀ ਲੰਬਾਈ ਜਿੰਨੀ ਛੋਟੀ ਹੋਵੇਗੀ, ਓਨਾ ਹੀ ਵਧੀਆ। ਜੇਕਰ ਬਾਹਰ ਨਿਕਲਣ ਵਾਲਾ ਔਜ਼ਾਰ ਲੰਬਾ ਹੈ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਲੜਾਈ ਦੀ ਗਤੀ, ਫੀਡ ਦੀ ਗਤੀ ਜਾਂ ਕੱਟਣ ਦੀ ਮਾਤਰਾ ਆਪਣੇ ਆਪ ਘਟਾਓ।
3. ਜੇਕਰ ਕੱਟਣ ਦੌਰਾਨ ਅਸਧਾਰਨ ਵਾਈਬ੍ਰੇਸ਼ਨ ਜਾਂ ਸ਼ੋਰ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਸਥਿਤੀ ਬਦਲਣ ਤੱਕ ਸਪਿੰਡਲ ਦੀ ਗਤੀ ਅਤੇ ਕੱਟਣ ਦੀ ਮਾਤਰਾ ਨੂੰ ਘਟਾਓ।
4. ਸਟੀਲ ਸਮੱਗਰੀ ਨੂੰ ਸਪਰੇਅ ਜਾਂ ਏਅਰ ਜੈੱਟ ਦੁਆਰਾ ਠੰਡਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਕਿਉਂਕਿ ਇਹ ਉੱਚ ਐਲੂਮੀਨੀਅਮ ਟਾਈਟੇਨੀਅਮ ਨੂੰ ਚੰਗਾ ਪ੍ਰਭਾਵ ਪਾਉਣ ਲਈ ਲਾਗੂ ਢੰਗ ਹੈ। ਸਟੇਨਲੈੱਸ ਸਟੀਲ, ਟਾਈਟੇਨੀਅਮ ਮਿਸ਼ਰਤ ਜਾਂ ਗਰਮੀ-ਰੋਧਕ ਮਿਸ਼ਰਤ ਲਈ ਪਾਣੀ-ਅਘੁਲਣਸ਼ੀਲ ਕੱਟਣ ਵਾਲੇ ਤਰਲ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
5. ਕੱਟਣ ਦਾ ਤਰੀਕਾ ਵਰਕਪੀਸ, ਮਸ਼ੀਨ ਅਤੇ ਸੌਫਟਵੇਅਰ ਦੁਆਰਾ ਪ੍ਰਭਾਵਿਤ ਹੁੰਦਾ ਹੈ। ਉਪਰੋਕਤ ਡੇਟਾ ਹਵਾਲੇ ਲਈ ਹੈ। ਕੱਟਣ ਦੀ ਸਥਿਤੀ ਸਥਿਰ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਫੀਡ ਰੇਟ ਨੂੰ 30%-50% ਵਧਾਓ।
ਵਰਤੋਂ:
ਕਈ ਖੇਤਰਾਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ
ਹਵਾਬਾਜ਼ੀ ਨਿਰਮਾਣ
ਮਸ਼ੀਨ ਉਤਪਾਦਨ
ਕਾਰ ਨਿਰਮਾਤਾ
ਮੋਲਡ ਬਣਾਉਣਾ
ਇਲੈਕਟ੍ਰੀਕਲ ਨਿਰਮਾਣ
ਖਰਾਦ ਪ੍ਰੋਸੈਸਿੰਗ









