DIN333 HSS ਸੈਂਟਰ ਡ੍ਰਿਲ ਬਿੱਟ 1mm-6.3mm






ਫੀਚਰ
1. ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ W6Mo5Cr4V21 ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਸਖ਼ਤ ਗਰਮੀ ਦੇ ਇਲਾਜ ਤੋਂ ਬਾਅਦ, ਬੁਝਾਉਣ ਵਾਲੀ ਕਠੋਰਤਾ ਸਥਿਰ ਹੈ, ਕਠੋਰਤਾ ਚੰਗੀ ਹੈ, ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਮਜ਼ਬੂਤ ਹੈ, ਢਾਹਣ ਪ੍ਰਤੀਰੋਧ ਮਜ਼ਬੂਤ ਹੈ, ਅਤੇ ਸੇਵਾ ਜੀਵਨ ਲੰਬਾ ਹੈ।
2. ਪੂਰੀ ਪੀਸਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਅਪਣਾਈ ਜਾਂਦੀ ਹੈ, ਸਮੁੱਚੀ ਸ਼ਕਲ ਬਣਦੀ ਹੈ, ਅਤੇ ਆਕਾਰ ਸਥਿਰ ਹੁੰਦਾ ਹੈ। ਉੱਚ ਸ਼ੁੱਧਤਾ ਅਤੇ ਸਥਿਰ ਪ੍ਰਦਰਸ਼ਨ। ਵਧੀਆ ਸਤਹ ਫਿਨਿਸ਼, ਸੁੰਦਰ ਅਤੇ ਵਿਹਾਰਕ।
3. 63-66HRC ਤੱਕ ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ ਕਠੋਰਤਾ, ਉੱਚ ਦੰਦਾਂ ਦੀ ਤਾਕਤ, ਤਿੱਖੀ ਕਟਾਈ ਅਤੇ ਉੱਚ ਪ੍ਰੋਸੈਸਿੰਗ ਕੁਸ਼ਲਤਾ।
4. ਡ੍ਰਿਲਿੰਗ ਸੈਂਟਰ ਸਹੀ ਢੰਗ ਨਾਲ ਸਥਿਤ ਹੈ, ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਚੰਗਾ ਹੈ, ਅਤੇ ਇਸਨੂੰ ਤੋੜਨਾ ਆਸਾਨ ਨਹੀਂ ਹੈ।
ਹਦਾਇਤ
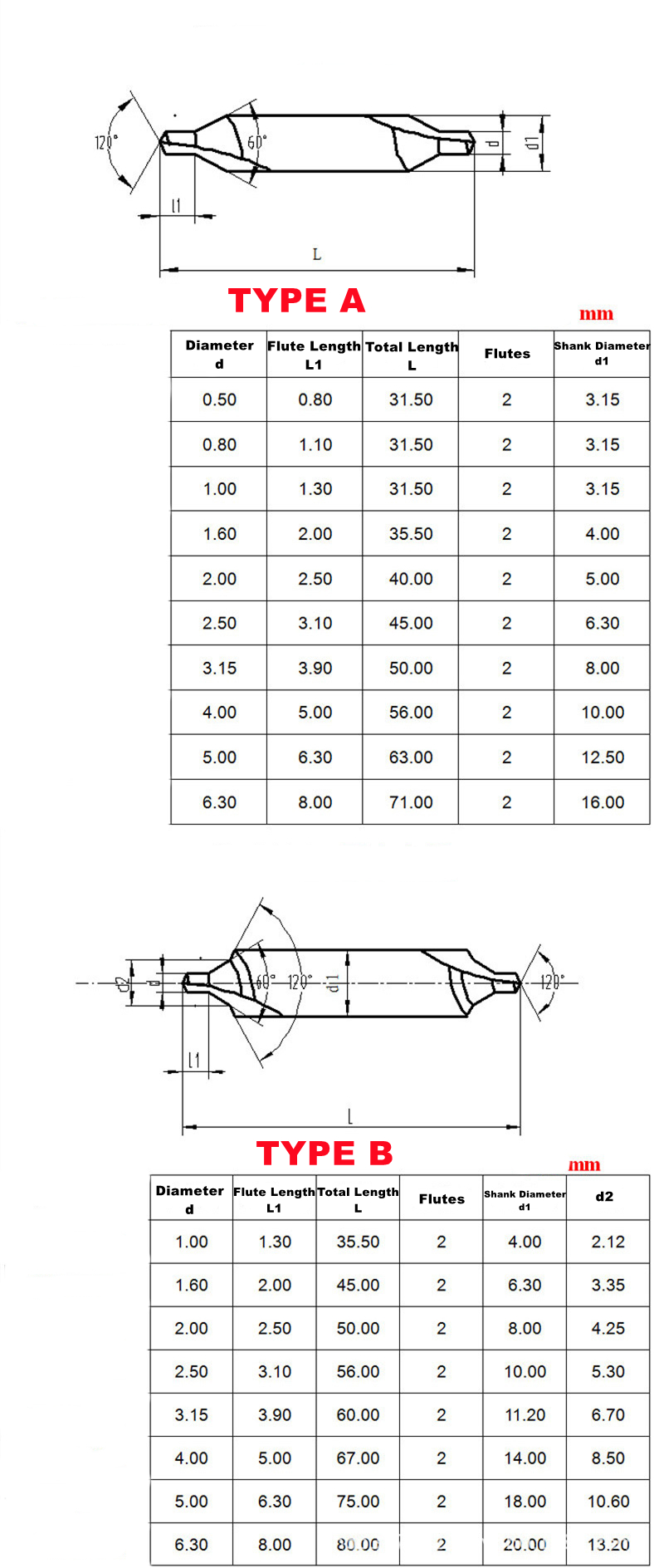
1. ਟਾਈਪ ਏ ਸੈਂਟਰ ਡ੍ਰਿਲ ਇੱਕ ਕੱਟਣ ਵਾਲਾ ਟੂਲ ਹੈ ਅਤੇ ਮੁੱਖ ਤੌਰ 'ਤੇ ਧਾਤ ਦੀ ਡ੍ਰਿਲਿੰਗ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਉਪਭੋਗਤਾ ਨੂੰ ਪ੍ਰੋਸੈਸ ਕੀਤੇ ਜਾਣ ਵਾਲੇ ਹਿੱਸਿਆਂ ਦੇ ਮੋਰੀ ਦੀ ਕਿਸਮ ਅਤੇ ਰੂਲਰ ਦੇ ਆਕਾਰ ਦੇ ਅਨੁਸਾਰ ਸੈਂਟਰ ਡ੍ਰਿਲ ਦੀ ਕਿਸਮ ਦੀ ਚੋਣ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ।
2. ਏ-ਟਾਈਪ ਡ੍ਰਿਲ ਦੀ ਕਠੋਰਤਾ 65 ਡਿਗਰੀ ਹੈ ਅਤੇ ਇਸਨੂੰ 40 ਡਿਗਰੀ ਦੀ ਕਠੋਰਤਾ ਵਾਲੇ ਘ੍ਰਿਣਾਯੋਗ ਸਟੀਲ ਦੇ ਗਰਮੀ ਦੇ ਇਲਾਜ ਲਈ ਅਤੇ ਡ੍ਰਿਲਿੰਗ ਲਈ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
3. ਟੂਲ ਨੂੰ ਦੁਬਾਰਾ ਵਰਤਣ ਤੋਂ ਪਹਿਲਾਂ, ਚਿਪਸ ਨੂੰ ਕੱਟਣ ਵਾਲੇ ਕਿਨਾਰੇ ਨਾਲ ਚਿਪਕਣ ਅਤੇ ਕੱਟਣ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਤੋਂ ਰੋਕਣ ਲਈ ਜੰਗਾਲ-ਰੋਧੀ ਗਰੀਸ ਨੂੰ ਧੋਣਾ ਚਾਹੀਦਾ ਹੈ।
4. ਹੱਥੀਂ ਡ੍ਰਿਲਾਂ ਨਾਲ ਕੰਮ ਕਰਦੇ ਸਮੇਂ, ਸੈਂਟਰ ਡ੍ਰਿਲ ਨੂੰ ਲੋੜੀਂਦੀ ਸਥਿਤੀ ਦੀ ਸ਼ੁੱਧਤਾ ਪ੍ਰਾਪਤ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ।
5. ਪ੍ਰੋਸੈਸ ਕੀਤੇ ਜਾਣ ਵਾਲੇ ਵਰਕਪੀਸ ਦੀ ਸਤ੍ਹਾ ਸਿੱਧੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਅਤੇ ਔਜ਼ਾਰ ਨੂੰ ਨੁਕਸਾਨ ਤੋਂ ਬਚਣ ਲਈ ਰੇਤ ਦੇ ਛੇਕ ਜਾਂ ਸਖ਼ਤ ਧੱਬੇ ਨਹੀਂ ਹੋਣੇ ਚਾਹੀਦੇ।
6. ਕੱਟਣ ਵਾਲਾ ਤਰਲ: ਪ੍ਰੋਸੈਸਿੰਗ ਵਸਤੂ ਦੇ ਅਨੁਸਾਰ ਵੱਖ-ਵੱਖ ਕੱਟਣ ਵਾਲਾ ਤਰਲ ਚੁਣੋ, ਅਤੇ ਕੂਲਿੰਗ ਕਾਫ਼ੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
7. ਧਿਆਨ ਦੇਣ ਯੋਗ ਗੱਲਾਂ: ਜੇਕਰ ਪ੍ਰੋਸੈਸਿੰਗ ਦੌਰਾਨ ਕੋਈ ਅਸਧਾਰਨ ਸਥਿਤੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਇਸਨੂੰ ਤੁਰੰਤ ਬੰਦ ਕਰ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਕਾਰਨ ਦਾ ਪਤਾ ਲਗਾਇਆ ਜਾ ਸਕਦਾ ਹੈ। ਕੱਟਣ ਵਾਲੇ ਕਿਨਾਰੇ ਦੇ ਘਿਸਣ ਵੱਲ ਧਿਆਨ ਦਿਓ ਅਤੇ ਸਮੇਂ ਸਿਰ ਇਸਦੀ ਮੁਰੰਮਤ ਕਰੋ; ਟੂਲ ਦੀ ਵਰਤੋਂ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਸਤ੍ਹਾ 'ਤੇ ਤੇਲ ਸਾਫ਼ ਕਰੋ ਅਤੇ ਇਸਨੂੰ ਸਹੀ ਢੰਗ ਨਾਲ ਰੱਖੋ।
| ਬ੍ਰਾਂਡ | ਐਮਐਸਕੇ | MOQ | 10 |
| ਉਤਪਾਦ ਦਾ ਨਾਮ | ਸੈਂਟਰ ਡ੍ਰਿਲ | ਪੈਕਿੰਗ | ਪਲਾਸਟਿਕ ਬਾਕਸ |
| ਸਮੱਗਰੀ | ਐੱਚਐੱਸਐੱਸਐੱਮ2 | ਵਰਤੋਂ | ਤਾਂਬਾ, ਐਲੂਮੀਨੀਅਮ ਮਿਸ਼ਰਤ ਧਾਤ |