Spiralspiss kranerer også kjent som spisstapp og kanttapp i maskineringsindustrien. Den viktigste strukturelle egenskapen tilskrukraner det skråstilte og positivt koniske skruespisssporet i den fremre enden, som krøller kuttet under skjæring og slipper det ut til forsiden av gjengetappen og midten av skruehullet.
På grunn av den spesielle metoden for fjerning av spon,skrukranunngår sponpåvirkning med den dannede gjengeoverflaten, slik at kvaliteten på det ferdige gjengede hullet er bedre enn for det vanlige rette sporet;
Grunn sporstruktur sikrer kjøling og styrker momentmotstanden ved gjengeboring, slik at den kan ha høyere rotasjonshastighet og er egnet for bearbeiding av dype gjennomgående hullgjenger;
På grunn av sponfjerningsmetoden til skruetappen, anbefales den for vertikal maskinering og gjenging av gjennomgående hull;
Generelt sett, sammenlignet med spiralfløytetapper, kan levetiden til spiralspisstapptapper forlenges med minst én gang.
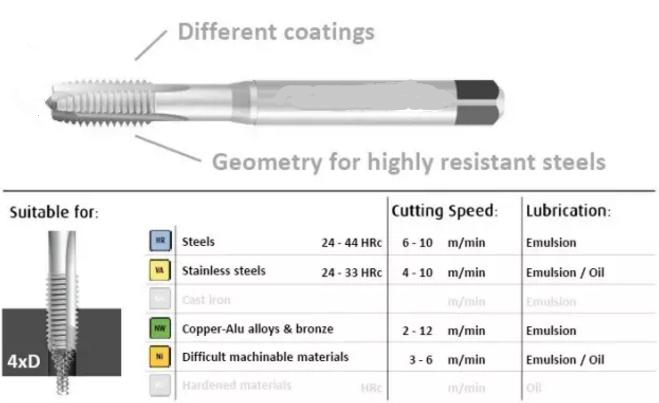
Maskineringshardhet: ≤32HRC; Anbefalt hastighet: ca. 8~12m/min; Kjølemedium: olje eller salve, emulsjonskjøling;
*Maskineringshastigheten til de overflatebelagte gjengetappene økes tilsvarende med 30 %
Parametere for gjengesnitt og sporform Etter mange skjæretester har vi satt parametrene for skruespissgjengen for bearbeiding av rustfritt stål, lav-, middels- og høykarbonstål, aluminiumslegering, kobberlegering, etc. Gjengen bruker en full slipeprosess, og sporet bearbeides samtidig. Gjengene bearbeides på importerte gjengefreser.
Publisert: 14. juni 2022


