Corn Radius Mill for nikkelbaserte høytemperaturlegeringer





PRODUKTBESKRIVELSE
Titan er et notorisk vanskelig materiale å maskinere, spesielt i aggressive verktøybaner, slik som de som er forbundet med høyeffektiv fresing (HEM). Denne hjørneradiusfresen er spesielt brukt for bearbeiding av materialer i luftfartsindustrien. Den bruker importert wolframstål og har lang levetid.
ANBEFALING FOR BRUK I VERKSTEDER
Titanlegering TC18-21, ferritt, høynikkellegering over 35 %, rustfritt stål med høy temperatur, nikkel-krom-kobolt og andre vanskelig å skjære høyfaste titanlegeringer, høytemperaturlegeringsmaterialer.
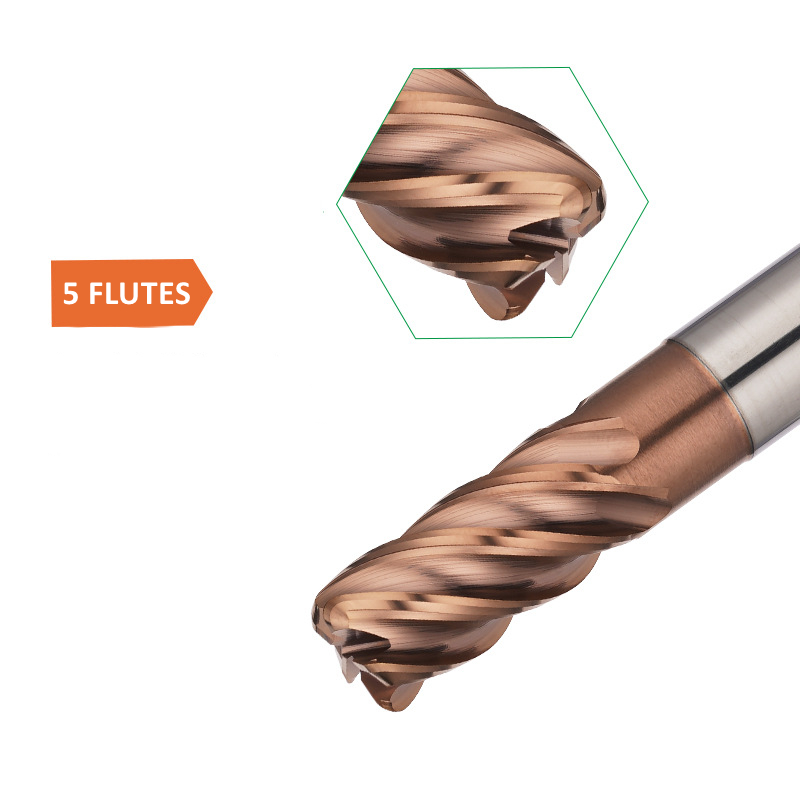
5-skjærsdesignet er 30 %–40 % raskere enn 3-skjærs/4-skjærs fresen
Seismisk design/Ultrahøy metallfjerningshastighet/Lav intern spenning
| Fløytediameter | D6–D12 | Fløytelengde | 8–24 mm |
| Fløytetype | Spiralformet | Materiale | Høykvalitets wolfram |
| Belegg | Ja | Merke | MSK |
| Behandlingsområde | Vanskelige materialer som titanlegeringer, superlegeringer, ferritter, nikkellegemer, høytemperatur rustfritt stål og nikkel-krom-kobolt | ||
| Gjeldende maskiner | Fresemaskiner, CNC-maskineringssentre, datagonger, graveringsmaskiner | ||
TREKK
1. Spesielt for titan/superlegering som er vanskelige å skjære i materialer
Utstyrt med et belegg med høy smøreevne og lav friksjonskoeffisient for å minimere den indre belastningen i det bearbeidede materialet.
2. Geometrifløyte
Utmerket geometrisk design med 5 U-blader og U-spor kan øke kontaktpunktet med materialet som skal bearbeides, samtidig som det øker verktøyets stivhet og sikrer utmerket overflateruhet.
3. Importert wolframstålstang
Skafttoleransenøyaktighet på H5, spesielt designet for høypresisjons skaftklemmesystemer.
4. Avfaset design
Gjør det enkelt å bli klemt fast.
5. Seismisk design
Ultrahøy metallfjerningshastighet, lav intern spenning, 30–40 % raskere enn tradisjonelle 3-blads/4-blads freser
Søknad:
Luftfart, militær, mekaniske deler, biler, spesiell elektronisk kommunikasjon og andre felt
Kjøpers merknad:
1. Før du bruker verktøyet, må du måle verktøyets nedbøyning. Når verktøyets nedbøyningsnøyaktighet overstiger 0,01 mm, må du korrigere den før du sager.
2. Jo kortere lengden på verktøyet som stikker ut av chucken er, desto bedre. Hvis verktøyet stikker ut lenger, må hastigheten, matehastigheten og skjæremengden reduseres.
3. Hvis det oppstår unormal vibrasjon eller lyd under skjæring, må du redusere hastigheten og skjæremengden til situasjonen bedrer seg.
4. Stålkjølingen er fortrinnsvis spray- og luftstrålekjøling, noe som kan forbedre fresekutterens brukseffekt. Titanlegeringer og andre superlegeringer anbefales ikke.









