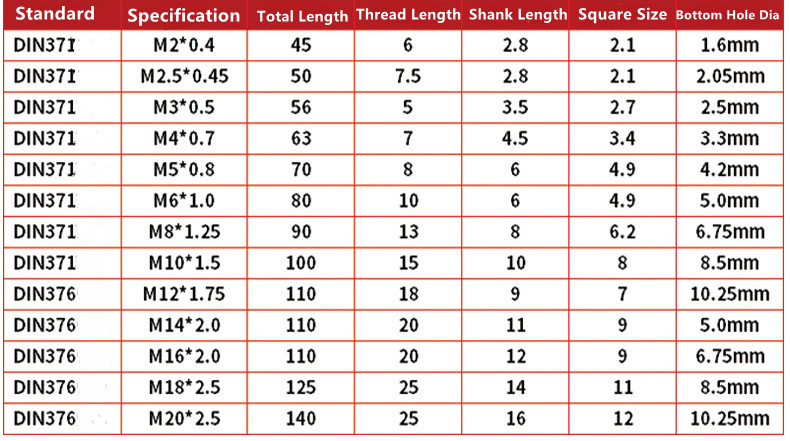
HSS spiraltapper gjengeverktøy DIN 376 spiraltapper





For stor gjengetappdiameter: feil valg av nøyaktighetsgraden til gjengetappen; urimelig skjærevalg; for høy gjengetappskjærehastighet; dårlig koaksialitet mellom gjengebunnshullet og arbeidsstykket; upassende valg av gjengeslipingsparametere; gjengetappskjæring. Konuslengden er for kort. Gjengetappens stigningsdiameter er for liten: nøyaktigheten til gjengetappens stigningsdiameter er feil valgt; parametervalget for gjengetappkanten er urimelig, og gjengetappen er slitt; valg av skjærevæske er upassende.
Kranen er ødelagt:
1. Diameteren på det nederste hullet er for liten, og sponfjerningen er ikke god, noe som forårsaker blokkering i skjæringen;
2. Skjærehastigheten er for høy og for rask ved gjenging;
3. Gjengetappen som brukes til gjenging har en annen akse enn diameteren til det gjengede bunnhullet;
4. Feil valg av parametere for sliping av gjengetapp og ustabil hardhet på arbeidsstykket;
5. Kranen har vært brukt lenge og er svært slitt.
Kranene er kollapset: 1. Kranens hellingsvinkel er valgt for stor;
6. Skjæretykkelsen på hver tann på gjengetappen er for stor;
7. Kranens slokkehardhet er for høy;
8. Kranen har vært brukt lenge og er sterkt slitt.

Skarp skjæring, slitesterk og holdbar. Setter seg ikke fast i kniven, ikke lett å ødelegge kniven, god sponfjerning, ikke behov for polering, skarp og slitesterk; Bruk av en ny type skjæreegg med utmerket ytelse, glatt overflate, ikke lett å flise, øker verktøyets stivhet, styrker stivheten og dobbel sponfjerning; Avfaset design, enkel å klemme.