निकेल-आधारित उच्च-तापमान मिश्रधातूंसाठी कॉर्न रेडियस मिल





उत्पादनाचे वर्णन
टायटॅनियम हे मशीनसाठी एक कुप्रसिद्ध कठीण मटेरियल आहे, विशेषतः आक्रमक टूलपाथमध्ये, जसे की हाय एफिशियन्सी मिलिंग (HEM) शी संबंधित. हे कॉर्नर रेडियस मिलिंग कटर विशेषतः विमान उद्योगात मटेरियलच्या प्रक्रियेसाठी वापरले जाते. ते आयात केलेले टंगस्टन स्टील बार स्टॉक वापरते आणि त्याचे सेवा आयुष्य दीर्घ आहे.
कार्यशाळेत वापरण्यासाठी शिफारस
टायटॅनियम मिश्र धातु TC18-21, फेराइट, 35% पेक्षा जास्त उच्च-निकेल मिश्र धातु, उच्च-तापमान स्टेनलेस स्टील, निकेल-क्रोमियम-कोबाल्ट आणि इतर कठीण-कापणारे उच्च-शक्तीचे टायटॅनियम मिश्र धातु, उच्च-तापमान मिश्र धातु साहित्य.
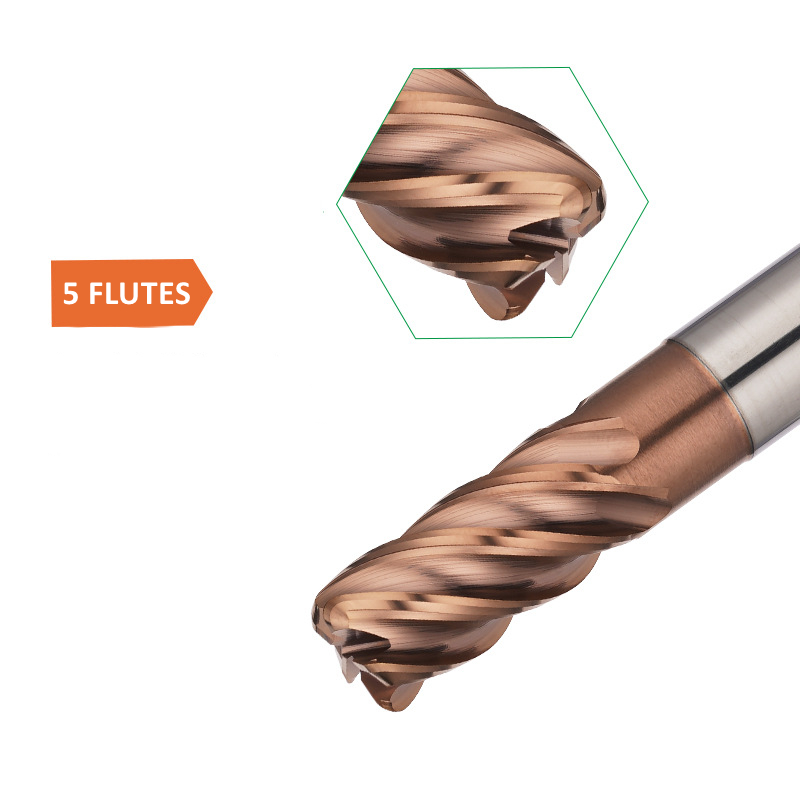
५-बासरी डिझाइन ३-बासरी/४-बासरी मिलिंग कटरपेक्षा ३०%-४०% वेगवान आहे.
भूकंपीय डिझाइन/अल्ट्रा हाय मेटल रिमूव्हल रेट/कमी अंतर्गत ताण
| बासरीचा व्यास | डी६-डी१२ | बासरीची लांबी | ८-२४ मिमी |
| बासरीचा प्रकार | पेचदार | साहित्य | उच्च दर्जाचे टंगस्टन |
| लेप | होय | ब्रँड | एमएसके |
| प्रक्रिया श्रेणी | टायटॅनियम मिश्रधातू, सुपरअॅलॉय, फेराइट्स, निकेल बॉडीज, उच्च-तापमानाचे स्टेनलेस स्टील्स आणि निकेल-क्रोमियम-कोबाल्ट यांसारखे कापण्यास कठीण साहित्य | ||
| लागू मशीन्स | मिलिंग मशीन, सीएनसी मशीनिंग सेंटर, संगणक गोंग, खोदकाम मशीन | ||
वैशिष्ट्य
१. टायटॅनियम/सुपरअॅलॉय कापण्यास कठीण असलेल्या साहित्यांसाठी विशेष.
प्रक्रिया केलेल्या पदार्थाचा अंतर्गत ताण कमी करण्यासाठी उच्च स्नेहन आणि कमी घर्षण गुणांक असलेल्या कोटिंगने सुसज्ज.
२.भूमिती बासरी
उत्कृष्ट ५-ब्लेड यू-ग्रूव्ह भौमितिक डिझाइनमुळे प्रक्रिया करायच्या साहित्याशी संपर्क बिंदू वाढू शकतो, त्याच वेळी साधनाची कडकपणा वाढू शकतो आणि उत्कृष्ट पृष्ठभाग खडबडीतपणा सुनिश्चित होतो.
३. आयातित टंगस्टन स्टील बार
H5 ची शँक टॉलरन्स अचूकता, विशेषतः उच्च-परिशुद्धता शँक क्लॅम्पिंग सिस्टमसाठी डिझाइन केलेली.
४.चेंफर डिझाइन
क्लॅम्प करणे सोपे करा.
५.भूकंपीय रचना
पारंपारिक ३-ब्लेड/४-ब्लेड मिलिंग कटरपेक्षा अति-उच्च धातू काढण्याचा दर, कमी अंतर्गत ताण, ३०%-४०% वेगवान
अर्ज:
एरोस्पेस, लष्करी, यांत्रिक भाग, ऑटोमोबाइल, विशेष इलेक्ट्रॉनिक संप्रेषण आणि इतर क्षेत्रे
खरेदीदाराची टीप:
१. टूल वापरण्यापूर्वी, कृपया टूल डिफ्लेक्शन मोजा. जेव्हा टूल डिफ्लेक्शन अचूकता ०.०१ मिमी पेक्षा जास्त असेल, तेव्हा कृपया कापण्यापूर्वी ते दुरुस्त करा.
२. चकमधून बाहेर पडणाऱ्या टूलची लांबी जितकी कमी असेल तितके चांगले. जर टूल जास्त काळ बाहेर पडल्यास, वेग, फीड रेट आणि कटिंगची रक्कम कमी करणे आवश्यक आहे.
३. कटिंग दरम्यान, जर असामान्य कंपन किंवा आवाज आला, तर परिस्थिती सुधारेपर्यंत कृपया वेग आणि कटिंगचे प्रमाण कमी करा.
४. स्टील कूलिंग शक्यतो स्प्रे आणि एअर जेट असते, जे मिलिंग कटरचा वापर प्रभाव सुधारू शकते. टायटॅनियम मिश्रधातू आणि इतर सुपरअॅलॉयची शिफारस केलेली नाही.









