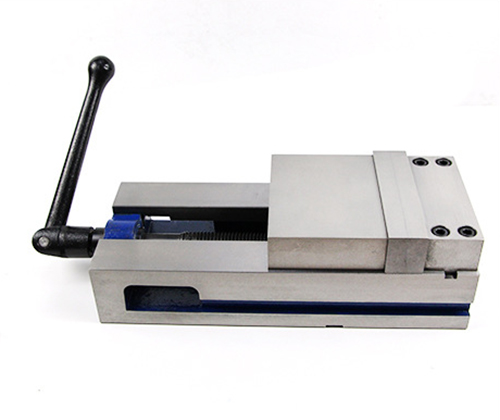
प्रेसिजन मिलिंग अनुप्रयोगांसाठी उच्च-गुणवत्तेचे हायड्रॉलिक बेंच QM16M व्हिसेस








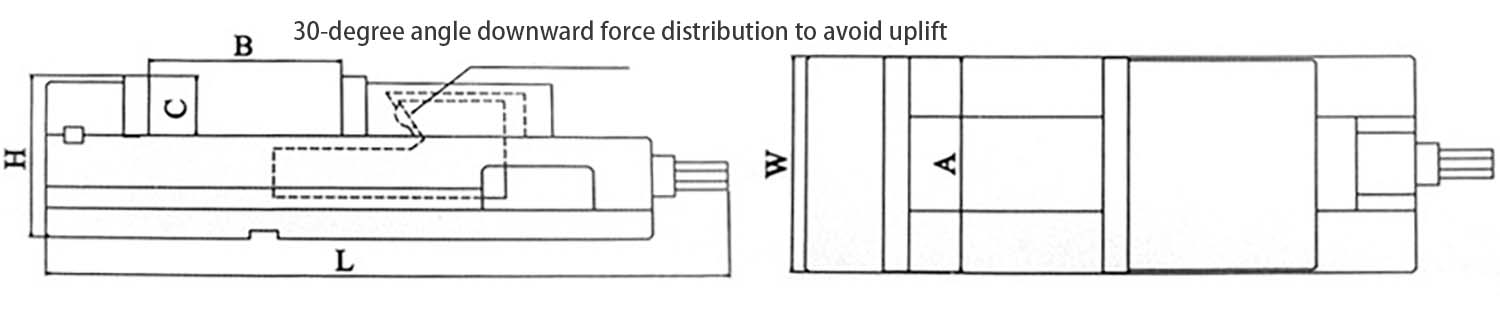
| मॉडेल | जबड्याची रुंदी A | जास्तीत जास्त क्लॅम्पिंग बी | जबड्याची उंची C | एकूण क्लॅम्प लांबी एल | क्लॅम्प बॉडीची एकूण रुंदी W | एकूण जबड्याची उंची H | एकूण/निव्वळ वजन |
| भारित QM1680N | 80 | 75 | 24 | २३९ | 81 | 74 | ८/७ |
| भारित QM16100N | १०० | ११० | 32 | ३०० | १०१ | 86 | १३/१२ |
| भारित QM16125N | १२५ | १२५ | 40 | ३६० | १२६ | १०५ | १८/१७ |
| भारित QM16160N | १६० | १९० | 45 | ४४० | १६१ | १२२ | २९/३० |
| भारित QM16200N | २०० | २०० | 50 | ५०५ | २०१ | १३५ | ४९/४७ |
| भारित QM16250N | २५० | २५० | 70 | ५७० | २५१ | १६८ | ७३/६९ |
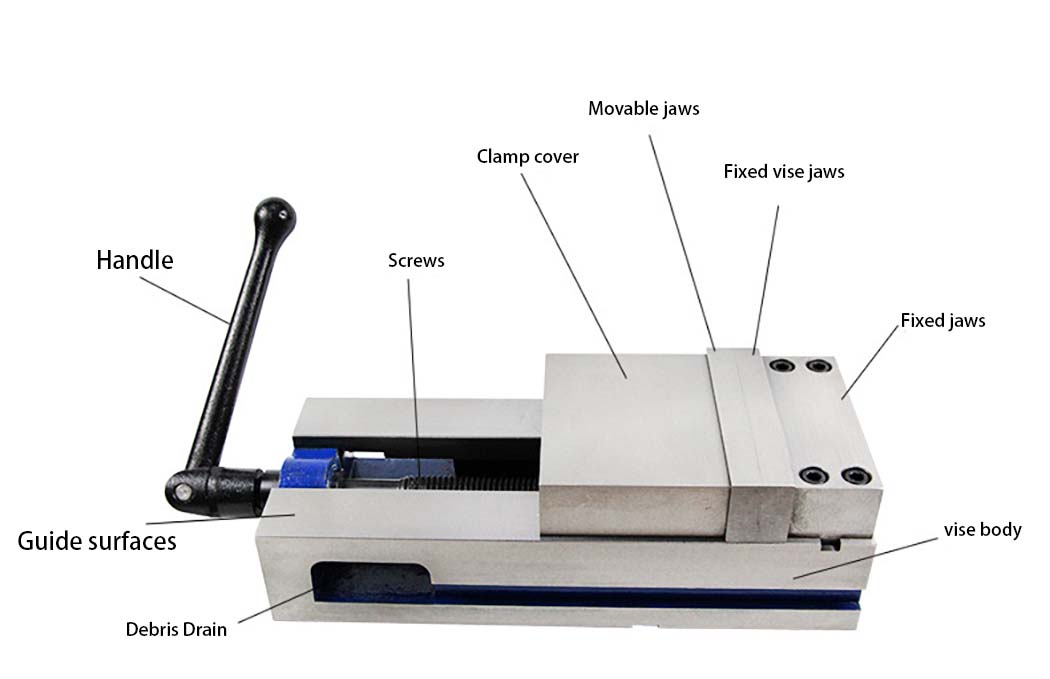
स्थिर जबडे चार बोल्टने बांधलेले असतात, ज्यामुळे गतिमान विकृती कमी होते.
घर्षण कमी करण्यासाठी आणि क्लॅम्पिंग फोर्स वाढवण्यासाठी स्क्रूच्या स्थिर टोकाला थ्रस्ट बेअरिंग्ज वापरले जातात.
निश्चित अचूकता
खालच्या पृष्ठभागाकडे तोंड असलेल्या क्लॅम्प बॉडी गाईडची समांतरता: ०.०१/१०० मिमी खालच्या पृष्ठभागाकडे तोंड असलेल्या जबड्यांची सरळता: ०.०३ मिमी क्लॅम्प केलेल्या वर्कपीसची सपाटता: ०.०२/१०० मिमी
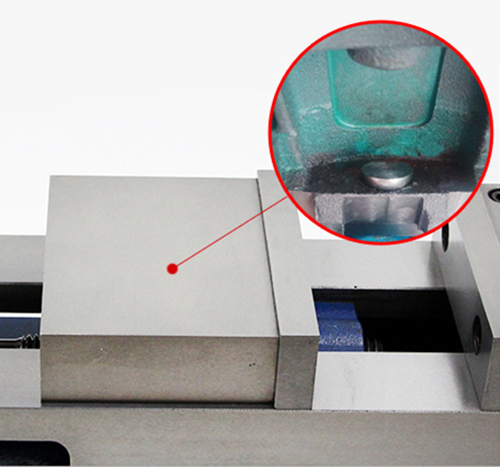
कोन-निश्चित डिझाइन
सर्व दिशांना मुक्त शक्तीसह अर्धगोलाकार (कडक) काव्यात्मक डिझाइन हे सुनिश्चित करते की वर्कपीस तरंगत नाही.
कास्ट आयर्न क्लॅम्प बॉडी
क्लॅम्प बॉडी उच्च दर्जाच्या कास्ट आयर्नपासून बनलेली आहे ज्यावर पृष्ठभाग बारीक ग्राइंडिंग केले जाते.

कडक स्टीलचे जबडे
जबडे ४८HRC पर्यंत कडकपणा असलेले, ४५-गेज स्टीलचे बनलेले आहेत आणि जबडे वापरण्यासाठी काढता येण्याजोगे आहेत.
युनिव्हर्सल हँडल
नट आणि हँडलसाठी पृष्ठभागाच्या उपचारांसह डक्टाइल कास्ट आयर्न.


कडक स्क्रू
कटिंगची अचूकता काटेकोरपणे नियंत्रित करण्यासाठी स्क्रू कडक, ज्वलंत आणि काळे केले जातात.
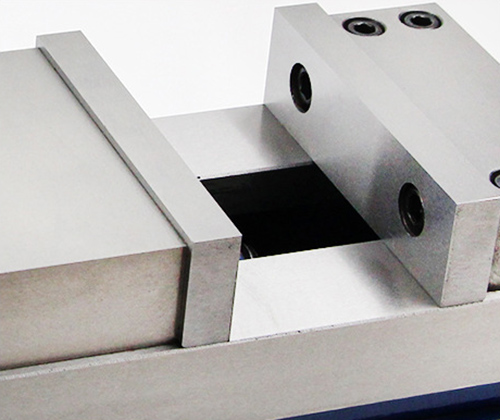
अचूक ग्राउंड गाईडवे पृष्ठभाग
मार्गदर्शक मार्गाचे पृष्ठभाग अचूकपणे जमिनीवर ठेवलेले आहेत आणि गुळगुळीत, सपाट, घन संपर्क पृष्ठभागासाठी कठोर आहेत आणि त्यात एकसंध फिटिंग आहे.

मजबूत कारागिरी, मजबूत दगडी कला
या प्रकारच्या फ्लॅट जॉ प्लायर्समध्ये हेवी-ड्युटी सॉलिड प्रोसेसचा वापर केला जातो, सॉलिड कास्टिंग मटेरियलसाठी प्लायर्सचा संपूर्ण बॉडी एकाच वेळी क्लॅम्पिंगची स्वातंत्र्य सुनिश्चित करण्यासाठी, परंतु क्लॅम्पिंगची स्थिरता देखील लक्षात घेतली जाते.
सावधगिरी
या प्रक्रियेचा वापर नॉक करण्यास परवानगी नाही, प्राय बार केसिंग वापरण्यास परवानगी नाही, त्याची अचूकता आणि आयुष्य प्रभावित करेल जसे की नॉक केल्यास, प्राय बार जोडा, फ्लॅट जॉ प्लायर्स यापुढे हमी दिले जाणार नाहीत. अपुरी क्लॅम्पिंग फोर्सचा सामना केल्यास नवीन उत्पादन बदलण्यासाठी ग्राहक सेवेशी संपर्क साधता येतो.
वर्कपीस क्लॅम्प करताना, कृपया ऑपरेशनचा योग्य वापर करा, अन्यथा व्हाईसची वॉरंटी राहणार नाही.
गंज टाळण्यासाठी आणि सेवा आयुष्य वाढवण्यासाठी व्हाईस वेळेवर स्वच्छ करा आणि तेल लावा.
आम्हाला का निवडा

फॅक्टरी प्रोफाइल






आमच्याबद्दल
वारंवार विचारले जाणारे प्रश्न
प्रश्न १: आपण कोण आहोत?
A1: २०१५ मध्ये स्थापित, MSK (Tianjin) Cutting Technology CO.Ltd ने सतत वाढ केली आहे आणि Rheinland ISO 9001 उत्तीर्ण केले आहे.
प्रमाणीकरण. जर्मन SACCKE हाय-एंड फाइव्ह-अॅक्सिस ग्राइंडिंग सेंटर्स, जर्मन झोलर सिक्स-अॅक्सिस टूल इन्स्पेक्शन सेंटर, तैवान पाल्मेरी मशीन आणि इतर आंतरराष्ट्रीय प्रगत उत्पादन उपकरणांसह, आम्ही हाय-एंड, व्यावसायिक आणि कार्यक्षम CNC टूल तयार करण्यासाठी वचनबद्ध आहोत.
प्रश्न २: तुम्ही ट्रेडिंग कंपनी आहात की उत्पादक?
A2: आम्ही कार्बाइड टूल्सचे कारखाना आहोत.
Q3: तुम्ही आमच्या चीनमधील फॉरवर्डरला उत्पादने पाठवू शकता का?
A3: होय, जर तुमचा चीनमध्ये फॉरवर्डर असेल, तर आम्हाला त्याला/तिला उत्पादने पाठवण्यास आनंद होईल. Q4: कोणत्या पेमेंट अटी स्वीकार्य आहेत?
ए ४: साधारणपणे आम्ही टी/टी स्वीकारतो.
प्रश्न ५: तुम्ही OEM ऑर्डर स्वीकारता का?
A5: होय, OEM आणि कस्टमायझेशन उपलब्ध आहेत आणि आम्ही लेबल प्रिंटिंग सेवा देखील प्रदान करतो.
प्रश्न ६: तुम्ही आम्हाला का निवडावे?
A6:1) खर्च नियंत्रण - योग्य किमतीत उच्च दर्जाची उत्पादने खरेदी करणे.
२) जलद प्रतिसाद - ४८ तासांच्या आत, व्यावसायिक कर्मचारी तुम्हाला कोट देतील आणि तुमच्या समस्यांचे निराकरण करतील.
३) उच्च दर्जाचे - कंपनी नेहमीच प्रामाणिक हेतूने सिद्ध करते की ती पुरवत असलेली उत्पादने १००% उच्च दर्जाची आहेत.
४) विक्रीनंतरची सेवा आणि तांत्रिक मार्गदर्शन - कंपनी ग्राहकांच्या गरजा आणि गरजांनुसार विक्रीनंतरची सेवा आणि तांत्रिक मार्गदर्शन प्रदान करते.








