DIN338 HSSCO M35 डबल एंड ट्विस्ट ड्रिल्स 3.0-5.2 मिमी


उत्पादनाचे वर्णन
वैशिष्ट्ये:
१. स्टेनलेस स्टील, डाय स्टील, अॅल्युमिनियम मिश्र धातु, कास्ट आयर्न, तांबे, गॅल्वनाइज्ड पाईप आणि इतर धातूंच्या साहित्यांमध्ये छिद्र पाडण्यासाठी योग्य.
२. उच्च कडकपणा, पोशाख प्रतिरोध, अचूक स्थिती, चांगले चिप काढणे आणि उच्च कार्यक्षमता
३. फक्त कोल्ड-रोल्ड स्टील वापरता येते, क्वेंच केलेले आणि क्वेंच केलेले आणि टेम्पर्ड स्टील वापरण्यास सक्त मनाई आहे.
कार्यशाळेत वापरण्यासाठी शिफारस

| व्यास | एकूण लांबी | बासरीची लांबी | पीसी/बॉक्स |
| ३.० मिमी | ४५ मिमी | १५.५ मिमी | 10 |
| ३.२ मिमी | ४९ मिमी | १६ मिमी | 10 |
| ३.५ मिमी | ५२ मिमी | १७ मिमी | 10 |
| ४.० मिमी | ५३ मिमी | १७.५ मिमी | 10 |
| ४.२ मिमी | ५५ मिमी | १८.५ मिमी | 10 |
| ४.५ मिमी | ५५ मिमी | १८.५ मिमी | 10 |
| ५.० मिमी | ६० मिमी | २० मिमी | 10 |
| ५.२ मिमी | ६० मिमी | २० मिमी | 10 |
| ब्रँड | एमएसकेटी | लेप | No |
| उत्पादनाचे नाव | डबल एंड ट्विस्ट ड्रिल | मानक | डीआयएन३३८ |
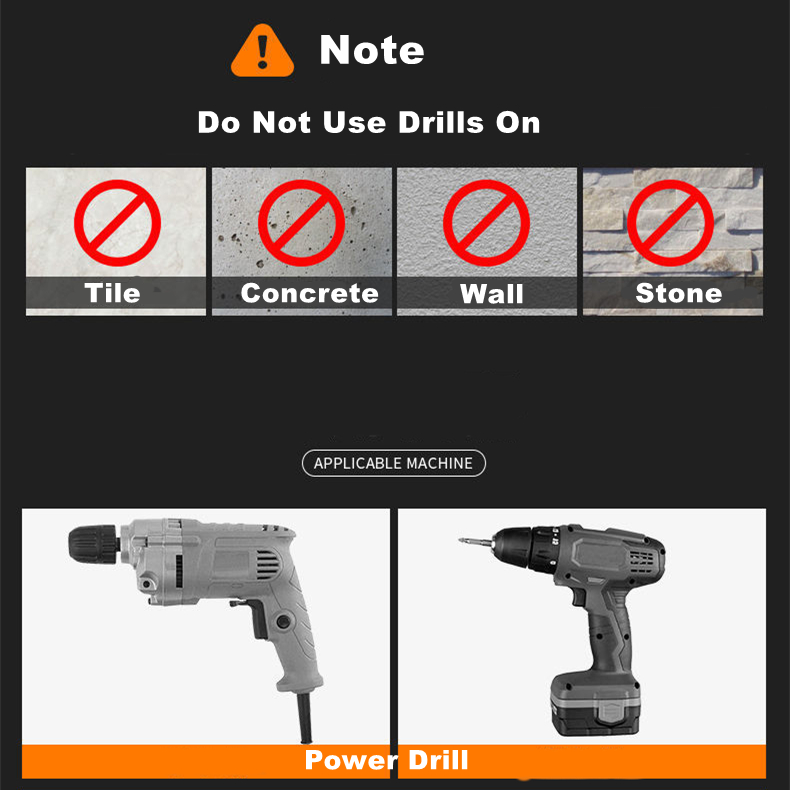
| साहित्य | एचएसएससीओ | वापरा | हँड ड्रिल |
टीप
इलेक्ट्रिक ड्रिल प्रक्रिया ऑपरेशनसाठी टिप्स:
१. कमी टॉर्कमुळे १२ व्ही लिथियम इलेक्ट्रिक ड्रिलची शिफारस केली जात नाही, २४ व्ही, ४८ व्ही लिथियम इलेक्ट्रिक ड्रिलची शिफारस केली जाते.
२. ड्रिलिंग करताना, ड्रिल बिट आणि स्टेनलेस स्टील प्लेट ९० अंशांना लंब असतात,
३. जर छिद्र ६ मिमी पेक्षा मोठे असेल, तर प्रथम ३.२-४ मिमी ड्रिल वापरून एक लहान छिद्र करा आणि नंतर छिद्र विस्तृत करण्यासाठी मोठ्या ड्रिलचा वापर करा.
४. इलेक्ट्रिक ड्रिल चकने डबल-एंडेड ड्रिलला क्लॅम्प केले पाहिजे. उघडा भाग जितका लहान असेल तितका चांगला. ड्रिलची कटिंग एज खूप तीक्ष्ण किंवा खूप तीक्ष्ण असण्याची गरज नाही.
५. इलेक्ट्रिक ड्रिलचा वेग ८००-१५०० च्या दरम्यान असावा. त्याचा परिणाम खूप जास्त नसावा.
६. छिद्र पाडण्यापूर्वी, तुम्ही पंचिंग पोझिशनवर मध्यभागी प्रथम पंच करण्यासाठी नमुना पंच (किंवा त्याऐवजी खिळा) वापरू शकता, आणि ड्रिल बिट विचलित होणार नाही.