Спирални славинисе познати и како кранови за врвови и кранови за рабови во машинската индустрија. Најзначајната структурна карактеристика наславина со заврткае наклонетиот и позитивно конусен жлеб со завртка на предниот крај, кој го витка сечењето за време на сечењето и го испушта кон предниот дел од славината и центарот на дупката за завртката.
Поради својот посебен метод за отстранување на струготини,славина со заврткасе избегнува мешање на струготини со формираната површина на навојот, така што квалитетот на завршената навојна дупка е подобар од оној на обичниот прав жлеб;
Структурата со плитки жлебови обезбедува ладење и ја зајакнува отпорноста на вртежниот момент при обработка со чеп, така што може да има поголема ротациона брзина и е погодна за обработка на длабоки навои со дупки;
Поради методот на отстранување на струготини на славината со врв на завртка, се препорачува за вертикална обработка и навојување низ отвори;
Општо земено, во споредба со спиралните славини со жлеб, животниот век на спиралните славини со врв може да се продолжи за најмалку 1 пати.
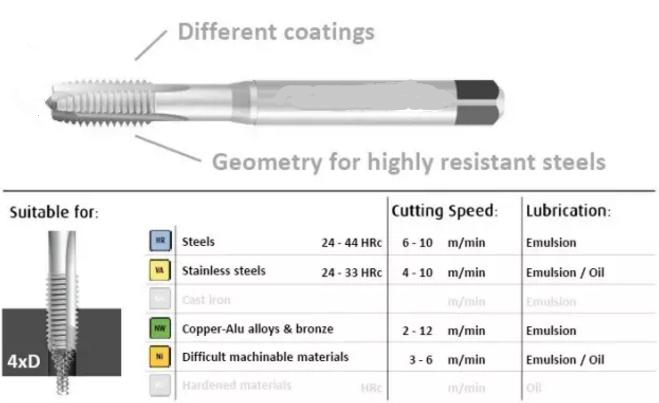
Тврдост при машинска обработка: ≤32HRC; Препорачана брзина: околу 8~12m/min; Средство за ладење: масло или маст, ладење со емулзија;
*Брзината на обработка на славините со површинска обвивка е соодветно зголемена за 30%
Параметри на сечење со чеп и облик на жлеб По многу тестови за сечење, ги поставивме параметрите на чепот со завртка за обработка на не'рѓосувачки челик, челик со ниска, средна и висока содржина на јаглерод, легура на алуминиум, легура на бакар итн. Чепот е подложен на целосен процес на мелење, а жлебот се обработува одеднаш. Конците се обработуваат на увезени машини за навои.
Време на објавување: 14 јуни 2022 година


