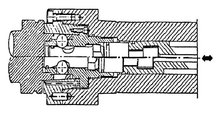
HSK Toolholder
ລະບົບເຄື່ອງມື HSK ເປັນປະເພດໃຫມ່ຂອງ shank taper ສັ້ນທີ່ມີຄວາມໄວສູງ, ການໂຕ້ຕອບຂອງ adopts ວິທີການຂອງ taper ແລະ end face positioning ໃນເວລາດຽວກັນ, ແລະ shank ເປັນຮູ, ມີຄວາມຍາວ taper ສັ້ນແລະ 1/10 taper, ທີ່ເອື້ອອໍານວຍໃຫ້ແສງສະຫວ່າງແລະຄວາມໄວສູງການປ່ຽນແປງເຄື່ອງມື. ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບ 1.2. ເນື່ອງຈາກໂກນຮູແລະຕໍາແຫນ່ງໃບຫນ້າສິ້ນສຸດ, ມັນຊົດເຊີຍຄວາມແຕກຕ່າງການຜິດປົກກະຕິ radial ລະຫວ່າງຂຸມ spindle ແລະເຄື່ອງມືໃນລະຫວ່າງການເຄື່ອງຈັກຄວາມໄວສູງ, ແລະລົບລ້າງຄວາມຜິດພາດການຈັດຕໍາແຫນ່ງຕາມແກນຢ່າງສົມບູນ, ເຊິ່ງເຮັດໃຫ້ເຄື່ອງຈັກຄວາມໄວສູງແລະຄວາມແມ່ນຍໍາສູງ. ປະເພດຂອງຜູ້ຖືເຄື່ອງມືນີ້ແມ່ນໃຊ້ຫຼາຍແລະຫຼາຍທົ່ວໄປໃນສູນເຄື່ອງຈັກຄວາມໄວສູງ.

Folding KM Toolholder
ໂຄງສ້າງຂອງຜູ້ຖືເຄື່ອງມືນີ້ແມ່ນຄ້າຍຄືກັນກັບ HSK toolholder, ເຊິ່ງຍັງຮັບຮອງເອົາໂຄງປະກອບການ taper ສັ້ນເປັນຮູທີ່ມີ taper ຂອງ 1/10, ແລະຍັງ adopts ການຈັດຕໍາແຫນ່ງພ້ອມໆກັນແລະວິທີການເຮັດວຽກ clamping ຂອງ taper ແລະໃບຫນ້າສິ້ນ. ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບ 1.3, ຄວາມແຕກຕ່າງຕົ້ນຕໍແມ່ນຢູ່ໃນກົນໄກການຍຶດທີ່ແຕກຕ່າງກັນທີ່ໃຊ້. ໂຄງສ້າງການຍຶດຂອງ KM ໄດ້ຍື່ນຂໍສິດທິບັດຂອງສະຫະລັດ, ເຊິ່ງໃຊ້ແຮງຍຶດທີ່ສູງກວ່າແລະລະບົບທີ່ເຄັ່ງຄັດກວ່າ. ຢ່າງໃດກໍຕາມ, ເນື່ອງຈາກຕົວຍຶດເຄື່ອງມື KM ມີສອງທໍ່ວົງກົມທີ່ສົມມາຕຣິກເບື້ອງທີ່ຖືກຕັດເຂົ້າໄປໃນພື້ນຜິວ tapered (ນໍາໃຊ້ໃນເວລາທີ່ clamping), ມັນບາງໃນການປຽບທຽບ, ບາງສ່ວນມີຄວາມເຂັ້ມແຂງຫນ້ອຍ, ແລະມັນຮຽກຮ້ອງໃຫ້ມີຜົນບັງຄັບໃຊ້ clamping ສູງຫຼາຍເພື່ອເຮັດວຽກຢ່າງຖືກຕ້ອງ. ນອກຈາກນັ້ນ, ການປົກປ້ອງສິດທິບັດຂອງໂຄງສ້າງຜູ້ຖືເຄື່ອງມື KM ຈໍາກັດຄວາມນິຍົມຢ່າງໄວວາແລະການນໍາໃຊ້ລະບົບນີ້.
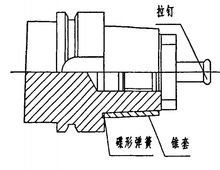
ຜູ້ຖືເຄື່ອງມື NC5
ມັນຍັງຮັບຮອງເອົາໂຄງປະກອບການ taper ສັ້ນເປັນຮູທີ່ມີ taper ຂອງ 1/10, ແລະມັນຍັງຮັບຮອງເອົາທັງສອງ taper ແລະປາຍໃບຫນ້າເພື່ອຊອກຫາແລະຍຶດວິທີການເຮັດວຽກ. ເນື່ອງຈາກແຮງບິດຖືກສົ່ງຜ່ານທາງກະບອກຢູ່ໃນກະບອກດ້ານຫນ້າຂອງຕົວຍຶດເຄື່ອງມື NC5, ບໍ່ມີທາງສໍາຄັນສໍາລັບການສົ່ງ torque ໃນຕອນທ້າຍຂອງຕົວຍຶດເຄື່ອງມື, ດັ່ງນັ້ນຂະຫນາດຂອງແກນແມ່ນສັ້ນກວ່າຕົວຍຶດເຄື່ອງມື HSK. ຄວາມແຕກຕ່າງທີ່ ສຳ ຄັນລະຫວ່າງ NC5 ແລະຜູ້ຖືເຄື່ອງມືສອງອັນກ່ອນ ໜ້າ ນີ້ແມ່ນວ່າຜູ້ຖືເຄື່ອງມືບໍ່ໄດ້ຮັບຮອງເອົາໂຄງສ້າງທີ່ມີຝາບາງໆ, ແລະແຂນ taper ລະດັບປານກາງແມ່ນເພີ່ມໃສ່ດ້ານ tapered ຂອງຜູ້ຖືເຄື່ອງມື. ການເຄື່ອນໄຫວຕາມແກນຂອງແຂນ taper ລະດັບປານກາງແມ່ນຂັບເຄື່ອນໂດຍ disc ພາກຮຽນ spring ກ່ຽວກັບໃບຫນ້າສຸດທ້າຍຂອງເຄື່ອງມື. ຜູ້ຖືເຄື່ອງມື NC5 ຮຽກຮ້ອງໃຫ້ມີຄວາມຖືກຕ້ອງຂອງການຜະລິດຫນ້ອຍລົງເລັກນ້ອຍສໍາລັບ spindle ແລະຕົວຍຶດເຄື່ອງມືຂອງມັນເອງເນື່ອງຈາກຄວາມສາມາດໃນການຊົດເຊີຍຄວາມຜິດພາດສູງຂອງແຂນ taper ລະດັບປານກາງ. ນອກຈາກນັ້ນ, ມີພຽງແຕ່ຫນຶ່ງຮູ screw ສໍາລັບ mounting spigot ໃນ NC5 toolholder, ແລະຝາຂຸມແມ່ນ thicker ແລະເຂັ້ມແຂງ, ສະນັ້ນກົນໄກການ clamping ຄວາມກົດດັນສາມາດຖືກນໍາໃຊ້ເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການຂອງການຕັດຫນັກ. ຂໍ້ເສຍປຽບຕົ້ນຕໍຂອງຜູ້ຖືເຄື່ອງມືນີ້ແມ່ນວ່າມີຫນ້າດິນຕິດຕໍ່ເພີ່ມເຕີມລະຫວ່າງຜູ້ຖືເຄື່ອງມືແລະຂຸມ spindle taper, ແລະຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງແລະຄວາມເຂັ້ມງວດຂອງຜູ້ຖືເຄື່ອງມືແມ່ນຫຼຸດລົງ.
ຜູ້ຖືເຄື່ອງມື CAPTO
ຮູບພາບສະແດງໃຫ້ເຫັນຜູ້ຖືເຄື່ອງມື CAPTO ທີ່ຜະລິດໂດຍ Sandvik. ໂຄງສ້າງຂອງຕົວຍຶດເຄື່ອງມືນີ້ແມ່ນບໍ່ເປັນຮູບຈວຍ, ແຕ່ເປັນໂກນສາມງ່າມທີ່ມີ ribs ມົນແລະ taper ຂອງ 1/20, ແລະໂຄງສ້າງຂອງໂກນສັ້ນເປັນຮູທີ່ມີການຈັດຕໍາແຫນ່ງຕິດຕໍ່ກັນຂອງໂກນແລະໃບຫນ້າທ້າຍ. ໂຄງສ້າງຂອງກວຍ trigonal ສາມາດຮັບຮູ້ການສົ່ງ torque ໂດຍບໍ່ມີການເລື່ອນໄປໃນທິດທາງທັງສອງ, ບໍ່ຕ້ອງການກະແຈສາຍສົ່ງ, ການກໍາຈັດບັນຫາການດຸ່ນດ່ຽງແບບເຄື່ອນໄຫວທີ່ເກີດຈາກກະແຈລະບົບສາຍສົ່ງແລະ keyway. ດ້ານຂະຫນາດໃຫຍ່ຂອງກວຍ trigonal ເຮັດໃຫ້ຫນ້າດິນຂອງເຄື່ອງມືຄວາມກົດດັນຕ່ໍາ, ການຜິດປົກກະຕິຫນ້ອຍ, ການສວມໃສ່ຫນ້ອຍ, ແລະດັ່ງນັ້ນຈຶ່ງມີການຮັກສາຄວາມຖືກຕ້ອງທີ່ດີ. ຢ່າງໃດກໍ່ຕາມ, ຂຸມຂອງກວຍ trigonal ແມ່ນມີຄວາມຫຍຸ້ງຍາກໃນເຄື່ອງຈັກ, ຄ່າໃຊ້ຈ່າຍໃນເຄື່ອງຈັກແມ່ນສູງ, ມັນບໍ່ເຫມາະສົມກັບຜູ້ຖືເຄື່ອງມືທີ່ມີຢູ່, ແລະຄວາມເຫມາະສົມຈະລັອກດ້ວຍຕົນເອງ.
ຄລິກເພື່ອເບິ່ງຜະລິດຕະພັນທີ່ກ່ຽວຂ້ອງ
ເວລາປະກາດ: 17-03-2023


