ໂຮງງານຜະລິດສາລີ Radius ສໍາລັບໂລຫະປະສົມທີ່ມີຄວາມຮ້ອນສູງ Nickel





ລາຍລະອຽດຂອງຜະລິດຕະພັນ
Titanium ເປັນວັດສະດຸທີ່ມີຄວາມຫຍຸ້ງຍາກໃນເຄື່ອງຈັກ, ໂດຍສະເພາະໃນເສັ້ນທາງເຄື່ອງມືທີ່ຮຸກຮານ, ເຊັ່ນວ່າສິ່ງທີ່ກ່ຽວຂ້ອງກັບເຄື່ອງຈັກທີ່ມີປະສິດທິພາບສູງ (HEM). ເຄື່ອງຕັດ radius ມຸມນີ້ຖືກນໍາໃຊ້ເປັນພິເສດສໍາລັບການປຸງແຕ່ງວັດສະດຸໃນອຸດສາຫະກໍາການບິນ. ມັນຮັບຮອງເອົາຫຼັກຊັບແຖບເຫຼັກ tungsten ທີ່ນໍາເຂົ້າແລະມີຊີວິດການບໍລິການທີ່ຍາວນານ.
ຄໍາແນະນໍາສໍາລັບການນໍາໃຊ້ໃນກອງປະຊຸມ
ໂລຫະປະສົມ Titanium TC18-21, ferrite, ໂລຫະປະສົມ nickel ສູງຂ້າງເທິງ 35%, ສະແຕນເລດທີ່ມີອຸນຫະພູມສູງ, nickel-chromium-cobalt ແລະໂລຫະປະສົມ Titanium ທີ່ມີຄວາມເຂັ້ມແຂງສູງອື່ນໆ, ວັດສະດຸໂລຫະປະສົມທີ່ມີອຸນຫະພູມສູງ.
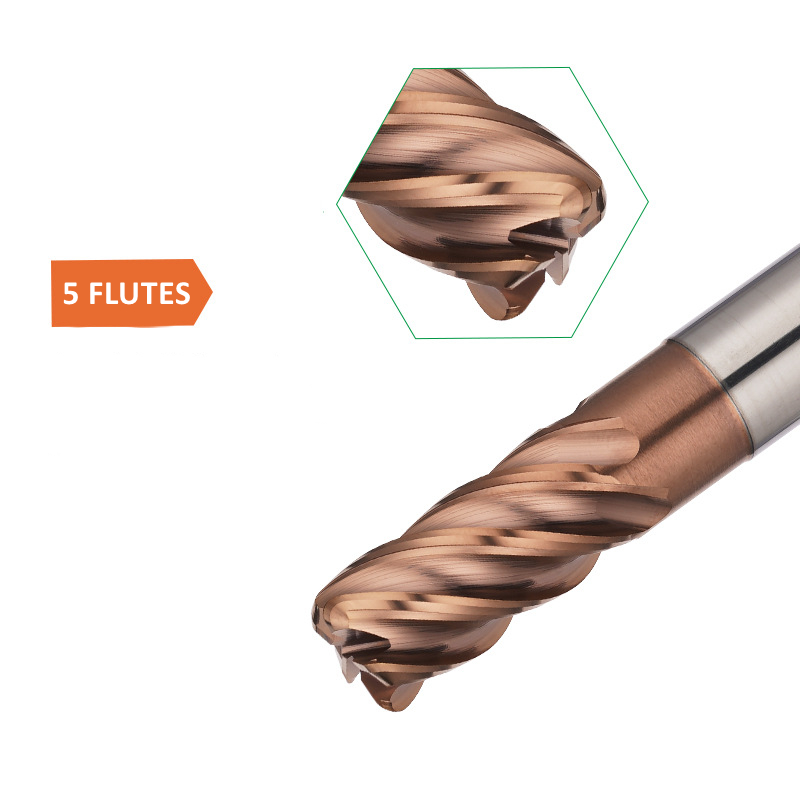
ການອອກແບບ 5-flute ແມ່ນ 30%-40% ໄວກ່ວາເຄື່ອງຕັດ 3-flute / 4-flute
ການອອກແບບແຜ່ນດິນໄຫວ / ອັດຕາການກໍາຈັດໂລຫະສູງສຸດ / ຄວາມກົດດັນພາຍໃນຕ່ໍາ
| ເສັ້ນຜ່າສູນກາງ Flute | D6-D12 | ຄວາມຍາວຂອງປຸຍ | 8-24ມມ |
| ປະເພດຂຸ່ຍ | Helical | ວັດສະດຸ | tungsten ຊັ້ນສູງ |
| ການເຄືອບ | ແມ່ນແລ້ວ | ຍີ່ຫໍ້ | MSK |
| ໄລຍະການປະມວນຜົນ | ວັດສະດຸຕັດຍາກເຊັ່ນ: ໂລຫະປະສົມ titanium, superalloys, ferrites, ອົງປະກອບ nickel, ສະແຕນເລດທີ່ມີອຸນຫະພູມສູງ, ແລະ nickel-chromium-cobalt. | ||
| ເຄື່ອງຈັກທີ່ໃຊ້ໄດ້ | ເຄື່ອງຈັກ milling, ສູນເຄື່ອງຈັກ CNC, gongs ຄອມພິວເຕີ, ເຄື່ອງ engraving | ||
ຄຸນສົມບັດ
1.ພິເສດສໍາລັບ Titanium / superalloy ວັດສະດຸຕັດຍາກ
ປະກອບດ້ວຍການເຄືອບ lubricating ສູງແລະ friction ຕ່ໍາການເຄືອບເພື່ອຫຼຸດຜ່ອນຄວາມກົດດັນພາຍໃນຂອງວັດສະດຸປະມວນຜົນ.
2.Geometric Flute
ການອອກແບບ geometric 5-blade U-groove ທີ່ດີເລີດສາມາດເພີ່ມຈຸດສໍາພັດກັບວັດສະດຸທີ່ຈະໄດ້ຮັບການປຸງແຕ່ງ, ໃນຂະນະທີ່ເພີ່ມຄວາມເຂັ້ມງວດຂອງເຄື່ອງມືແລະຮັບປະກັນຄວາມຫນາແຫນ້ນຂອງພື້ນຜິວທີ່ດີເລີດ.
3.Imported tungsten ເຫຼັກແຖບ
ຄວາມຖືກຕ້ອງຄວາມທົນທານ Shank ຂອງ H5, ການອອກແບບພິເສດສໍາລັບລະບົບການ clamping shank ຄວາມແມ່ນຍໍາສູງ.
4.ການອອກແບບ Chamfer
ເຮັດໃຫ້ມັນງ່າຍທີ່ຈະຖືກຍຶດ.
5. ການອອກແບບແຜ່ນດິນໄຫວ
ອັດຕາການໂຍກຍ້າຍຂອງໂລຫະສູງສຸດ, ຄວາມກົດດັນພາຍໃນຕ່ໍາ, 30% -40% ໄວກ່ວາ 30-40% milling cutters ແບບດັ້ງເດີມ
ຄໍາຮ້ອງສະຫມັກ:
ການບິນອະວະກາດ, ການທະຫານ, ຊິ້ນສ່ວນກົນຈັກ, ລົດໃຫຍ່, ການສື່ສານເອເລັກໂຕຣນິກພິເສດແລະຂົງເຂດອື່ນໆ
ຫມາຍເຫດຂອງຜູ້ຊື້:
1. ກ່ອນທີ່ຈະນໍາໃຊ້ເຄື່ອງມື, ກະລຸນາວັດແທກການ deflection ເຄື່ອງມື. ເມື່ອຄວາມຖືກຕ້ອງຂອງການຕັດເຄື່ອງມືເກີນ 0.01mm, ກະລຸນາແກ້ໄຂມັນກ່ອນທີ່ຈະຕັດ.
2. ຄວາມຍາວຂອງເຄື່ອງມືທີ່ຕິດອອກຈາກ chuck ສັ້ນກວ່າ, ດີກວ່າ. ຖ້າຫາກວ່າເຄື່ອງມືອອກຍາວ, ຄວາມໄວ, ອັດຕາອາຫານແລະຈໍານວນການຕັດຕ້ອງໄດ້ຫຼຸດລົງ.
3. ໃນລະຫວ່າງການຕັດ, ຖ້າການສັ່ນສະເທືອນຜິດປົກກະຕິຫຼືສຽງເກີດຂື້ນ, ກະລຸນາຫຼຸດຜ່ອນຄວາມໄວແລະຈໍານວນການຕັດຈົນກ່ວາສະຖານະການປັບປຸງ.
4. ຄວາມເຢັນຂອງເຫຼັກແມ່ນມັກສີດແລະ jet ອາກາດ, ເຊິ່ງສາມາດປັບປຸງຜົນກະທົບການນໍາໃຊ້ຂອງເຄື່ອງຕັດ milling ໄດ້. ໂລຫະປະສົມ Titanium ແລະ superalloys ອື່ນໆແມ່ນບໍ່ແນະນໍາ.









