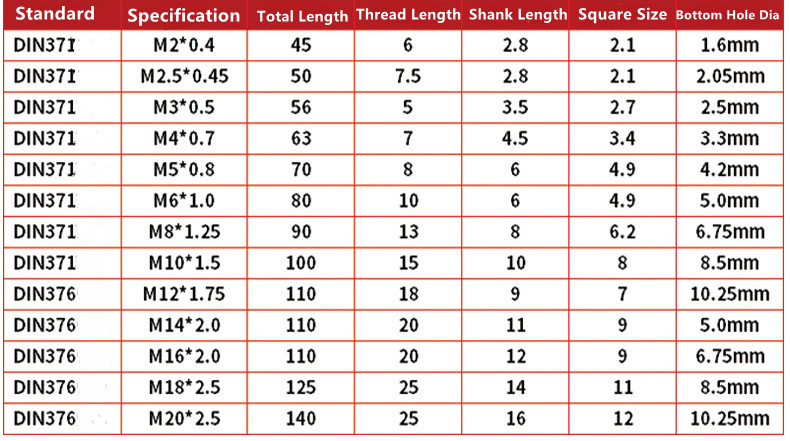
HSS Spiral taps Threading Tool DIN 376 Spiral Thread Taps





ເສັ້ນຜ່າສູນກາງທໍ່ທໍ່ຫຼາຍເກີນໄປ: ການຄັດເລືອກທີ່ບໍ່ຖືກຕ້ອງຂອງເສັ້ນຜ່າສູນກາງຂອງທໍ່ທໍ່ທີ່ຖືກຕ້ອງ; ການເລືອກການຕັດທີ່ບໍ່ສົມເຫດສົມຜົນ; ຄວາມໄວຕັດທໍ່ສູງຫຼາຍເກີນໄປ; coaxiality ບໍ່ດີຂອງ thread ຂຸມລຸ່ມຂອງທໍ່ແລະ workpiece ໄດ້; ການຄັດເລືອກທີ່ບໍ່ເຫມາະສົມຂອງຕົວກໍານົດການ sharpening tap; tap cutting ຄວາມຍາວຂອງໂກນແມ່ນສັ້ນເກີນໄປ. ເສັ້ນຜ່າກາງ pitch ຂອງທໍ່ແມ່ນນ້ອຍເກີນໄປ: ຄວາມຖືກຕ້ອງຂອງເສັ້ນຜ່າກາງ pitch ຂອງທໍ່ໄດ້ຖືກເລືອກບໍ່ຖືກຕ້ອງ; ການເລືອກພາລາມິເຕີຂອງຂອບທໍ່ແມ່ນບໍ່ສົມເຫດສົມຜົນ, ແລະການປາດແມ່ນ worn; ການຄັດເລືອກຂອງນ້ໍາຕັດແມ່ນບໍ່ເຫມາະສົມ.
ທໍ່ແມ່ນແຕກ:
1. ເສັ້ນຜ່າກາງຂອງຮູລຸ່ມແມ່ນຂະຫນາດນ້ອຍເກີນໄປ, ແລະການໂຍກຍ້າຍ chip ບໍ່ດີ, ເຊິ່ງກໍ່ໃຫ້ເກີດການຕັດອຸດຕັນ;
2. ຄວາມໄວຕັດແມ່ນສູງເກີນໄປແລະໄວເກີນໄປໃນເວລາທີ່ປາດຢາງ;
3. ທໍ່ທີ່ໃຊ້ສໍາລັບການປາດຢາງມີແກນທີ່ແຕກຕ່າງກັນຈາກເສັ້ນຜ່າກາງຂອງຮູລຸ່ມ threaded;
4. ການຄັດເລືອກທີ່ບໍ່ຖືກຕ້ອງຂອງຕົວກໍານົດການ sharpening tap ແລະຄວາມແຂງບໍ່ຫມັ້ນຄົງຂອງ workpiece ໄດ້;
5. ທໍ່ໄດ້ຖືກນໍາໃຊ້ເປັນເວລາດົນນານແລະສວມເກີນໄປ.
taps ຍຸບ: 1. ມຸມ rake ຂອງ tap ແມ່ນເລືອກຂະຫນາດໃຫຍ່ເກີນໄປ;
6. ຄວາມຫນາຂອງການຕັດຂອງແຕ່ລະແຂ້ວຂອງທໍ່ມີຂະຫນາດໃຫຍ່ເກີນໄປ;
7. ຄວາມແຂງຂອງ quenching ຂອງທໍ່ແມ່ນສູງເກີນໄປ;
8. ທໍ່ໄດ້ຖືກນໍາໃຊ້ເປັນເວລາດົນນານແລະຖືກສວມໃສ່ຢ່າງຮຸນແຮງ.

ການຕັດແຫຼມ, ທົນທານຕໍ່ການສວມໃສ່ແລະທົນທານບໍ່ຕິດກັບມີດ, ບໍ່ງ່າຍທີ່ຈະທໍາລາຍມີດ, ການກໍາຈັດຊິບທີ່ດີ, ບໍ່ຈໍາເປັນຕ້ອງຂັດ, ແຫຼມແລະທົນທານຕໍ່ການສວມໃສ່; ນໍາໃຊ້ການຕັດປະເພດໃຫມ່ທີ່ມີປະສິດຕິພາບທີ່ດີເລີດ, ດ້ານລຽບ, ບໍ່ງ່າຍທີ່ຈະ chip, ເພີ່ມຄວາມແຂງຂອງເຄື່ອງມື, ເສີມສ້າງຄວາມເຂັ້ມງວດແລະການຖອດຊິບສອງເທົ່າ; ການອອກແບບ Chamfer, ງ່າຍທີ່ຈະ clamp.