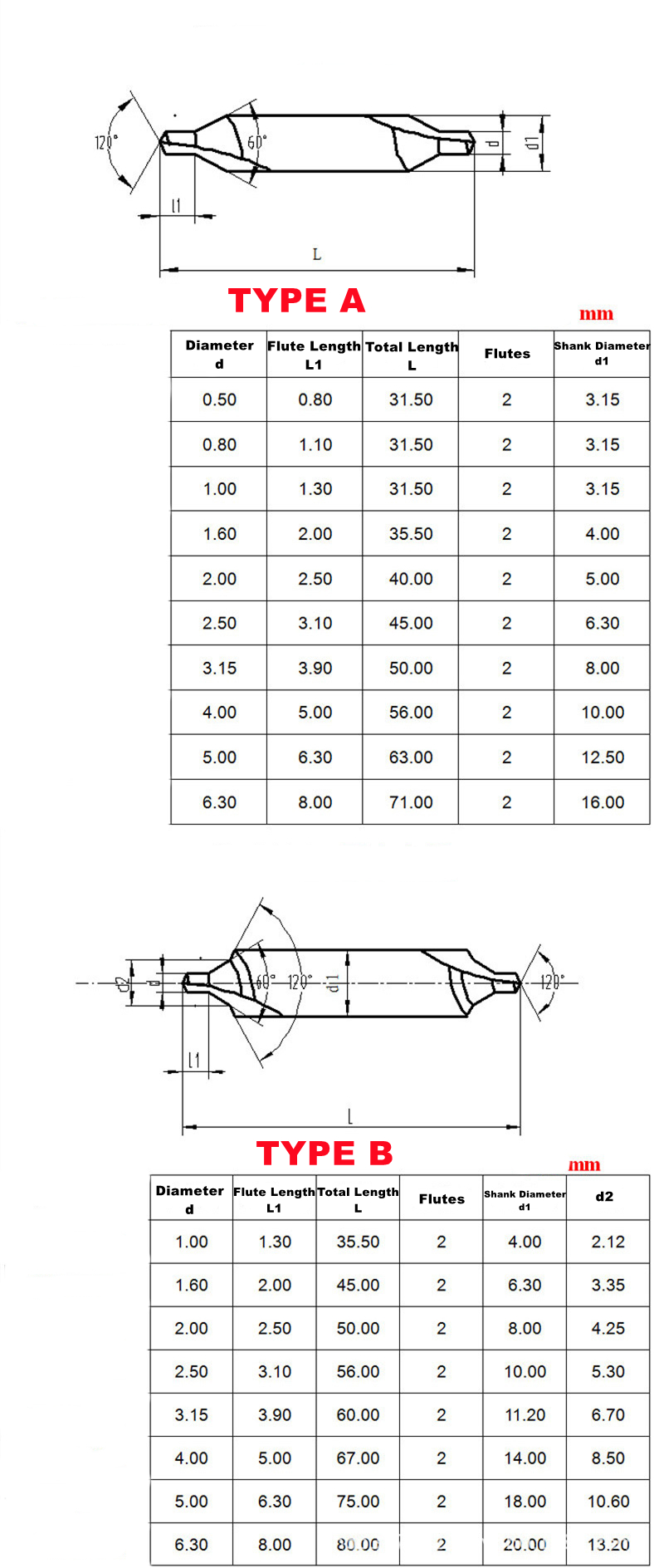
Bîtên Navenda Qulkirinê yên HSS DIN333 1mm-6.3mm






TAYBETMENDÎ
1. Bi karanîna W6Mo5Cr4V21-a bi kalîte, piştî dermankirina germê ya hişk, hişkiya vemirandinê stabîl e, hişkbûn baş e, berxwedana li hember aşînê xurt e, berxwedana hilweşandinê xurt e, û temenê xizmetê dirêj e.
٢. Tevahiya pêvajoya hûrkirinê tê pejirandin, şeklê giştî tê çêkirin, û mezinahî sabît e. Rastbûnek bilind û performansa sabît. Rûyê baş, xweşik û pratîkî.
3. Hişkbûna dermankirina germê heta 63-66HRC, hêza diranan a bilind, birrîna tûj û karîgeriya pêvajoyê ya bilind.
4. Navenda sondajê bi awayekî rast hatiye bicihkirin, berxwedana li hember aşînê baş e, û şikandina wê ne hêsan e.
DERS
1. Makîneya qulkirina navendî ya Tîpa A amûrek birrînê ye û bi giranî ji bo qulkirina metal tê bikar anîn. Bikarhêner divê li gorî celebê kun û mezinahiya rêzika parçeyên ku werin hilberandin, celebê makîneya qulkirina navendî bi awayekî maqûl hilbijêre.
2. Makîneya qulkirinê ya tîpa A xwedî hişkbûna 65 pileyan e û dikare ji bo dermankirina germê ya pola abrasive bi hişkbûna 40 pileyan, û pola zengarnegir ji bo qulkirinê were bikar anîn.
3. Berî ku amûr ji nû ve were bikaranîn, divê rûnê dijî-zingarê were şuştin da ku çîp li qiraxa birrînê neqelibin û bandorê li performansa birrînê nekin.
4. Dema ku bi makîneyên qulkirinê yên destan re dixebitin, divê makîneya qulkirinê ya navendî rastbûna pozîsyonê ya pêwîst bi dest bixe.
5. Divê rûyê perçeya kar a ku were pêvajokirin rast be, û divê qulên qûmê an jî deverên hişk nebin da ku zirar negihêje amûrê.
6. Şilava birrînê: Li gorî mijara pêvajoyê şilava birrînê ya cûda hilbijêrin, û sarbûn divê bes be
7. Xalên ku hewceyê baldariyê ne: Ger di dema pêvajoyê de rewşek neasayî çêbibe, divê tavilê were rawestandin û sedema wê berî pêvajoyê were dîtin. Bala xwe bidin şikestina qiraxa birrînê û di wextê xwe de tamîr bikin; piştî karanîna amûrê, rûnê li ser rûyê paqij bikin û bi rêkûpêk biparêzin.
| Nîşan | MSK | MOQ | 10 |
| Navê Berhemê | Navenda qulkirinê | Bixçe | Qutiya Plastîk |
| Mal | HSSM2 | Bikaranîn | Sifir, alloyek aluminium |