HSK 툴홀더
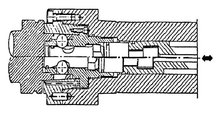
HSK 공구 시스템은 테이퍼와 단면 위치 결정 방식을 동시에 적용하는 새로운 유형의 고속 단테이퍼 섕크로, 중공 구조로 테이퍼 길이가 짧고 테이퍼가 1/10에 불과하여 가볍고 빠른 공구 교환이 가능합니다. 그림 1.2와 같이, 중공 원뿔과 단면 위치 결정 방식을 통해 고속 가공 시 스핀들 홀과 공구 홀더 사이의 반경 방향 변형 차이를 보정하고 축 방향 위치 오차를 완전히 제거하여 고속 및 고정밀 가공을 가능하게 합니다. 이러한 공구 홀더는 고속 머시닝 센터에서 점점 더 많이 사용되고 있습니다.

접이식 KM 툴 홀더
이 툴 홀더의 구조는 HSK 툴 홀더와 유사하며, HSK 역시 테이퍼가 1/10인 중공 짧은 테이퍼 구조를 채택하고 테이퍼와 단면의 동시 위치 결정 및 클램핑 작업 방식을 채택합니다.그림 1.3에서 볼 수 있듯이 주요 차이점은 사용되는 클램핑 메커니즘이 다르다는 것입니다.KM의 클램핑 구조는 더 높은 클램핑력과 더 견고한 시스템을 사용하는 미국 특허를 출원했습니다.그러나 KM 툴 홀더는 테이퍼 표면에 두 개의 대칭적인 원형 홈이 절삭되어 있기 때문에(클램핑 시 적용) 비교적 얇고 일부 부품의 강도가 약하며 제대로 작동하려면 매우 높은 클램핑력이 필요합니다.또한 KM 툴 홀더 구조의 특허 보호는 이 시스템의 빠른 대중화 및 적용을 제한합니다.
NC5 툴홀더
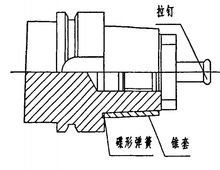
또한 테이퍼가 1/10인 중공 단테이퍼 구조를 채택하고, 테이퍼와 단면을 모두 사용하여 작업 방식을 위치시키고 고정합니다. NC5 툴 홀더는 토크가 앞 실린더의 키홈을 통해 전달되므로, 툴 홀더 끝부분에는 토크를 전달하는 키홈이 없으므로 축 방향 치수가 HSK 툴 홀더보다 짧습니다. NC5와 이전 두 툴 홀더의 주요 차이점은 얇은 벽 구조를 채택하지 않고 툴 홀더의 테이퍼 표면에 중간 테이퍼 슬리브를 추가했다는 것입니다. 중간 테이퍼 슬리브의 축 방향 이동은 툴 홀더 단면의 디스크 스프링에 의해 구동됩니다. NC5 툴 홀더는 중간 테이퍼 슬리브의 높은 오차 보정 능력으로 인해 스핀들과 툴 홀더 자체의 가공 정밀도가 약간 낮습니다. 또한, NC5 툴 홀더에는 스피곳 장착용 나사 구멍이 하나뿐이며, 구멍 벽이 더 두껍고 강하기 때문에 가압 클램핑 메커니즘을 사용하여 중절삭 요구 사항을 충족할 수 있습니다. 이 툴 홀더의 주요 단점은 툴 홀더와 스핀들 테이퍼 구멍 사이에 추가적인 접촉면이 존재하고, 툴 홀더의 위치 정확도와 강성이 감소한다는 것입니다.
CAPTO 툴홀더
사진은 Sandvik에서 생산한 CAPTO 툴 홀더를 보여줍니다. 이 툴 홀더는 원뿔형이 아니라 둥근 리브와 1/20 테이퍼를 가진 3갈래 원뿔 구조이며, 원뿔과 단면이 동시에 접촉하는 중공형 짧은 원뿔 구조입니다. 삼각 원뿔 구조는 양방향으로 미끄러지지 않고 토크를 전달할 수 있으며, 더 이상 전달 키가 필요하지 않아 전달 키와 키웨이로 인한 동적 균형 문제가 해결됩니다. 삼각 원뿔의 넓은 표면은 툴 홀더 표면 압력을 낮춰 변형과 마모를 줄여 정밀도 유지에 도움이 됩니다. 그러나 삼각 원뿔 구멍은 가공이 어렵고 가공 비용이 높으며 기존 툴 홀더와 호환되지 않고 자체 잠금 방식으로 체결됩니다.
게시 시간: 2023년 3월 17일


