Jagung Radius Mill Kanggo Nikel-Based High-Temp Alloys





DESKRIPSI PRODUK
Titanium minangka bahan sing angel banget kanggo mesin, utamane ing toolpaths agresif, kayata sing ana gandhengane karo High Efficiency Milling (HEM). Pemotong panggilingan sudut radius iki khusus digunakake kanggo ngolah bahan ing industri penerbangan. Iku adopts diimpor tungsten baja bar Simpenan lan wis umur layanan dawa.
REKOMENDASI kanggo nggunakake ing Workshops
Titanium alloy TC18-21, ferrite, dhuwur-nikel alloy ndhuwur 35%, suhu dhuwur stainless steel, nikel-kromium-kobalt lan angel-kanggo-Cut dhuwur-kekuatan wesi titanium, bahan alloy suhu dhuwur.
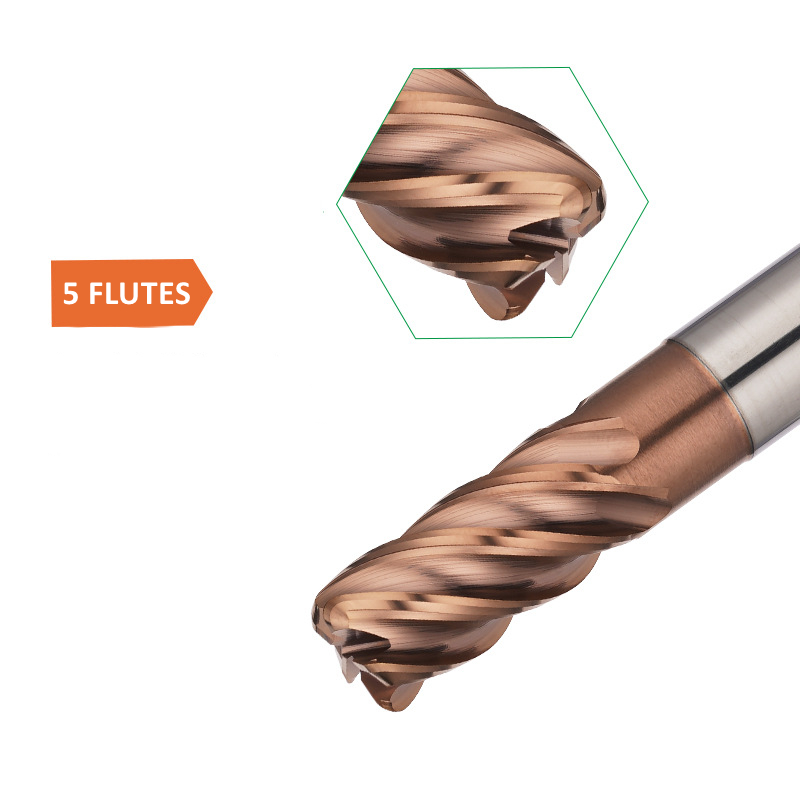
Desain 5-flute 30%-40% luwih cepet tinimbang pemotong penggilingan 3-flute/4-flute
Desain Seismik / Tingkat Ngilangi Logam Ultra Dhuwur / Stress Internal Low
| Diameter suling | D6-D12 | Panjang Suling | 8-24 mm |
| Tipe Suling | Heliks | Bahan | Tungsten kelas dhuwur |
| Lapisan | ya wis | Merk | MSK |
| Range Processing | Bahan sing angel dipotong kayata paduan titanium, superalloy, ferit, badan nikel, baja tahan karat suhu dhuwur, lan nikel-kromium-kobalt | ||
| Mesin sing ditrapake | Mesin panggilingan, pusat mesin CNC, gong komputer, mesin ukiran | ||
FITUR
1.Khusus kanggo Titanium / superalloy bahan hard-to-Cut
Dilengkapi lapisan pelumas sing dhuwur lan koefisien gesekan sing sithik kanggo nyuda stres internal saka bahan sing diproses.
2. Geometri Suling
Banget 5-blade U-groove desain geometris bisa nambah titik kontak karo materi kanggo diproses, nalika nambah rigidity saka alat lan mesthekake roughness lumahing banget.
3. Impor baja tungsten bar
Akurasi toleransi Shank H5, dirancang khusus kanggo sistem clamping shank presisi dhuwur.
4. Desain Chamfer
Nggawe gampang kanggo clamped.
5. Desain Seismik
Tingkat penghapusan logam sing dhuwur banget, stres internal sing sithik, 30% -40% luwih cepet tinimbang pemotong penggilingan 3-blade/4-blade tradisional
Aplikasi:
Aerospace, militer, bagean mekanik, mobil, komunikasi elektronik khusus lan lapangan liyane
Cathetan panuku:
1. Sadurunge nggunakake alat, mangga ngukur defleksi alat. Nalika akurasi defleksi alat ngluwihi 0.01mm, mangga koreksi sadurunge nglereni.
2. Sing luwih cendhek dawa alat sing metu saka chuck, luwih apik. Yen alat tetep luwih suwe, kacepetan, tingkat feed lan jumlah potong kudu dikurangi.
3. Sajrone nglereni, yen ana getaran utawa swara ora normal, suda kacepetan lan jumlah potong nganti kahanan saya tambah
4. Pendinginan baja luwih disenengi semprotan lan jet udara, sing bisa nambah efek panggunaan pemotong panggilingan. Titanium alloys lan superalloys liyane ora dianjurake.









