HSKツールホルダー
HSKツールシステムは、テーパと端面の位置決めを同時に行うインターフェースを採用した新型高速ショートテーパシャンクです。シャンクは中空構造で、テーパ長が短く、テーパ角は1/10と小さく、軽量かつ高速な工具交換を可能にします。図1.2に示すように、中空シャンクと端面位置決めにより、高速加工時のスピンドル穴とツールホルダーの半径方向の変形差を補正し、軸方向の位置決め誤差を完全に排除することで、高速・高精度加工を可能にします。このタイプのツールホルダーは、高速加工センターでますます普及しています。

折りたたみ式KMツールホルダー
このツールホルダーの構造はHSKツールホルダーに似ており、テーパーが1/10の中空のショートテーパー構造を採用し、テーパーと端面の同時位置決めとクランプ作業方式も採用しています。 図1.3に示すように、主な違いは使用されているクランプ機構の違いにあります。 KMのクランプ構造は米国特許を申請しており、より高いクランプ力とより剛性の高いシステムを使用しています。 ただし、KMツールホルダーはテーパー面に2つの対称的な円形の凹部が切られているため(クランプ時に適用)、比較的薄く、一部の部品の強度が低く、適切に機能するには非常に高いクランプ力が必要です。 さらに、KMツールホルダー構造の特許保護は、このシステムの急速な普及と応用を制限しています。
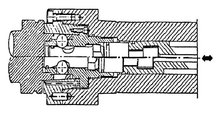
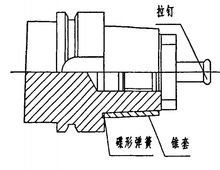
NC5ツールホルダー
また、テーパーが1/10の中空のショートテーパー構造を採用し、テーパーと端面の両方を採用して作業方法を位置決めおよびクランプします。 NC5ツールホルダーの前部シリンダーのキー溝によってトルクが伝達されるため、ツールホルダーの端にはトルクを伝達するためのキー溝がないため、軸方向の寸法はHSKツールホルダーよりも短くなります。 NC5と前の2つのツールホルダーの主な違いは、ツールホルダーが薄肉構造を採用しておらず、ツールホルダーのテーパー面に中間テーパースリーブが追加されていることです。 中間テーパースリーブの軸方向の動きは、ツールホルダーの端面にある皿ばねによって駆動されます。 NC5ツールホルダーは、中間テーパースリーブの誤差補正能力が高いため、スピンドルとツールホルダー自体の製造精度がわずかに低くなります。さらに、NC5ツールホルダーにはスピゴット取り付け用のネジ穴が1つしかなく、穴壁が厚く強度が高いため、加圧クランプ機構を採用することで重切削の要求を満たすことができます。このツールホルダーの主な欠点は、ツールホルダーとスピンドルテーパー穴の間に追加の接触面が存在するため、ツールホルダーの位置決め精度と剛性が低下することです。
CAPTO ツールホルダー
写真はサンドビック社製CAPTOツールホルダーです。このツールホルダーの構造は円錐形ではなく、丸みを帯びたリブと1/20のテーパーを持つ3本爪の円錐と、円錐と端面が同時に接触して位置決めする中空の短い円錐構造です。三角錐構造は、双方向に滑りのないトルク伝達を実現し、伝達キーが不要になり、伝達キーとキー溝による動的バランスの問題が解消されます。三角錐の表面積が大きいため、ツールホルダー表面の圧力が低く、変形が少なく、摩耗が少なく、精度維持が良好です。ただし、三角錐の穴は加工が難しく、加工コストが高く、既存のツールホルダーと互換性がなく、フィットはセルフロックになります。
投稿日時: 2023年3月17日


