DIN333 HSS miðjuborar 1mm-6.3mm






EIGINLEIKAR
1. Með því að nota hágæða W6Mo5Cr4V21, eftir stranga hitameðferð, er slökkvihörku stöðug, stífleiki góður, slitþol sterkur, sundurmótstöðu sterkur og endingartími langur.
2. Allt malunarferlið er tekið upp, heildarlögunin er mótuð og stærðin er stöðug. Mikil nákvæmni og stöðug frammistaða. Góð yfirborðsáferð, falleg og hagnýt.
3. Hitameðferðarhörku allt að 63-66HRC, mikill tönnstyrkur, skarpur skurður og mikil vinnsluhagkvæmni.
4. Borunarmiðstöðin er nákvæmlega staðsett, slitþolin er góð og hún brotnar ekki auðveldlega.
LEIÐBEININGAR
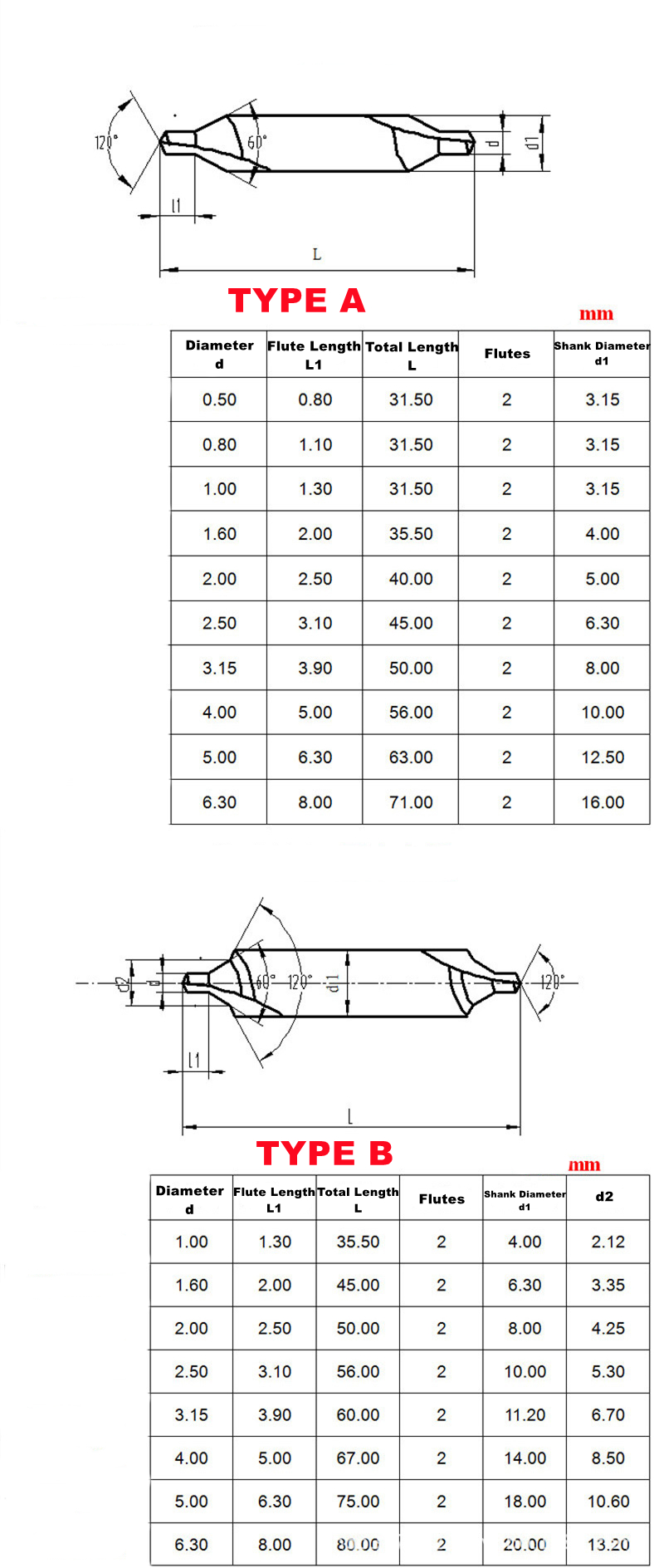
1. Miðjubor af gerð A er skurðarverkfæri og er aðallega notað til málmborunar. Notandinn verður að velja gerð miðjuborsins á sanngjarnan hátt í samræmi við gerð gatsins og stærð reglustikunnar á hlutunum sem á að vinna úr.
2. Borvélin af gerð A hefur 65 gráður í hörku og er hægt að nota hana til hitameðferðar á slípiefnisstáli með 40 gráður í hörku og ryðfríu stáli til borunar.
3. Áður en verkfærið er notað aftur verður að þvo ryðvarnarfituna til að koma í veg fyrir að flísar festist við skurðbrúnina og hafi áhrif á skurðargetuna.
4. Þegar unnið er með handborvélum ætti miðjuborvélin að ná þeirri nákvæmni í staðsetningu sem krafist er.
5. Yfirborð vinnustykkisins sem á að vinna ætti að vera beint og það ættu ekki að vera sandholur eða harðir blettir til að koma í veg fyrir skemmdir á verkfærinu.
6. Skurðvökvi: Veldu mismunandi skurðvökva í samræmi við vinnsluhlutinn og kælingin ætti að vera nægjanleg.
7. Mál sem þarfnast athygli: Ef óeðlileg staða kemur upp við vinnslu skal stöðva hana tafarlaust og finna orsökina áður en unnið er. Gætið þess að sliti á skurðbrúninni sé gaumgæfilega háttað og lagfærið hana tímanlega; eftir notkun skal hreinsa olíuna á yfirborðinu og halda henni rétt við.
| Vörumerki | MSK | MOQ | 10 |
| Vöruheiti | Miðjuborvél | Pökkun | Plastkassi |
| Efni | HSSM2 | Nota | Kopar, álfelgur |