DIN338 HSSCO M35 կրկնակի ծայրով պտտվող հորատիչներ 3.0-5.2 մմ


ԱՊՐԱՆՔԻ ՆԿԱՐԱԳՐՈՒԹՅՈՒՆ
Հատկանիշներ՝
1. Հարմար է չժանգոտվող պողպատի, մետաղական պողպատի, ալյումինե համաձուլվածքի, թուջի, պղնձի, ցինկապատ խողովակի և այլ մետաղական նյութերի անցքեր հորատելու համար
2. Բարձր կարծրություն, մաշվածության դիմադրություն, ճշգրիտ դիրքավորում, լավ չիպերի հեռացում և բարձր արդյունավետություն
3. Կարելի է օգտագործել միայն սառը գլանված պողպատ, հանգցված և մոմեեցված պողպատը խստիվ արգելված է:
ԱՌԱՋԱՐԿՈՒԹՅՈՒՆՆԵՐ ԱՐՀԵՍՏԱՆՈՑՆԵՐՈՒՄ ՕԳՏԱԳՈՐԾՄԱՆ ՀԱՄԱՐ

| Տրամագիծ | Ընդհանուր երկարություն | Ֆլեյտայի երկարությունը | Հատ/տուփ |
| 3.0 մմ | 45 մմ | 15.5 մմ | 10 |
| 3.2 մմ | 49 մմ | 16 մմ | 10 |
| 3.5 մմ | 52 մմ | 17 մմ | 10 |
| 4.0 մմ | 53 մմ | 17.5 մմ | 10 |
| 4.2 մմ | 55 մմ | 18.5 մմ | 10 |
| 4.5 մմ | 55 մմ | 18.5 մմ | 10 |
| 5.0 մմ | 60 մմ | 20 մմ | 10 |
| 5.2 մմ | 60 մմ | 20 մմ | 10 |
| Բրենդ | ՄՍԿՏ | Ծածկույթ | No |
| Արտադրանքի անվանումը | Երկակի ծայրով պտտվող հորատիչ | Ստանդարտ | DIN338 |
| Նյութ | ՀՍՍԿՕ | Օգտագործել | Ձեռքի հորատիչ |
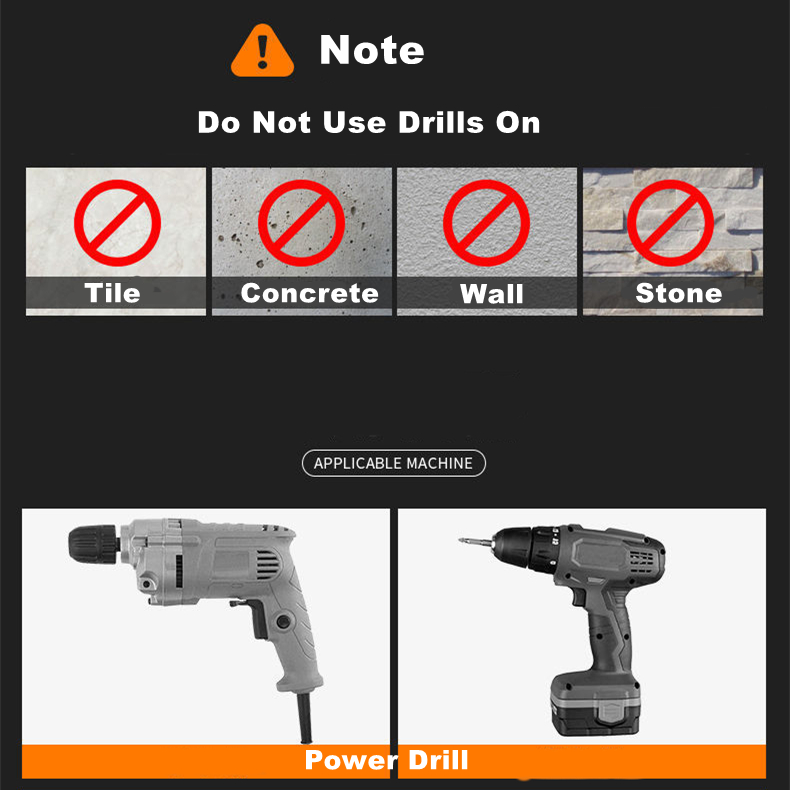
Նշում
Էլեկտրական հորատման մշակման շահագործման վերաբերյալ խորհուրդներ.
1. 12 Վ լիթիումային էլեկտրական հորատիչը խորհուրդ չի տրվում օգտագործել ցածր պտտող մոմենտի պատճառով, խորհուրդ է տրվում օգտագործել 24 Վ, 48 Վ լիթիումային էլեկտրական հորատիչ։
2. Հորատման ժամանակ հորատման գլխիկը և չժանգոտվող պողպատե թիթեղը ուղղահայաց են 90 աստիճանի,
3. Եթե անցքը 6 մմ-ից մեծ է, նախ օգտագործեք 3.2-4 մմ հորատ՝ փոքր անցք բացելու համար, ապա օգտագործեք մեծ հորատ՝ անցքը լայնացնելու համար։
4. Էլեկտրական հորատման պտուտակը պետք է ամրացնի երկկողմանի հորատը։ Որքան կարճ է բաց մասը, այնքան լավ։ Հորատման կտրող եզրը պարտադիր չէ, որ չափազանց սուր կամ չափազանց սուր լինի։
5. Էլեկտրական հորատի արագությունը պետք է լինի 800-1500-ի սահմաններում: Ազդեցությունը չպետք է չափազանց մեծ լինի:
6. Մինչև անցք բացելը, կարող եք օգտագործել նմուշային դակիչ (կամ մեխ)՝ նախ կենտրոնական կետը դակիչի դիրքում ծակելու համար, և հորատման սայրը չի շեղվի։