DIN333 HSS կենտրոնական հորատման գլխիկներ 1մմ-6.3մմ






Հատկանշական է
1. Բարձրորակ W6Mo5Cr4V21-ի օգտագործումը, խիստ ջերմային մշակումից հետո, մարման կարծրությունը կայուն է, կոշտությունը՝ լավ, մաշվածության դիմադրությունը՝ ուժեղ, ապամոնտաժման դիմադրությունը՝ ուժեղ, և ծառայության ժամկետը՝ երկար։
2. Ամբողջ հղկման գործընթացը ընդունված է, ընդհանուր ձևը ձևավորված է, և չափը կայուն է: Բարձր ճշգրտություն և կայուն կատարողականություն: Լավ մակերեսային մշակում, գեղեցիկ և գործնական:
3. Ջերմային մշակման կարծրություն մինչև 63-66HRC, բարձր ատամի ամրություն, սուր կտրվածք և բարձր մշակման արդյունավետություն:
4. Հորատման կենտրոնը ճշգրիտ տեղադրված է, մաշվածության դիմադրությունը լավն է, և այն հեշտ չէ կոտրել:
ՀԱՆՁՆԱՐԱՐՈՒԹՅՈՒՆ
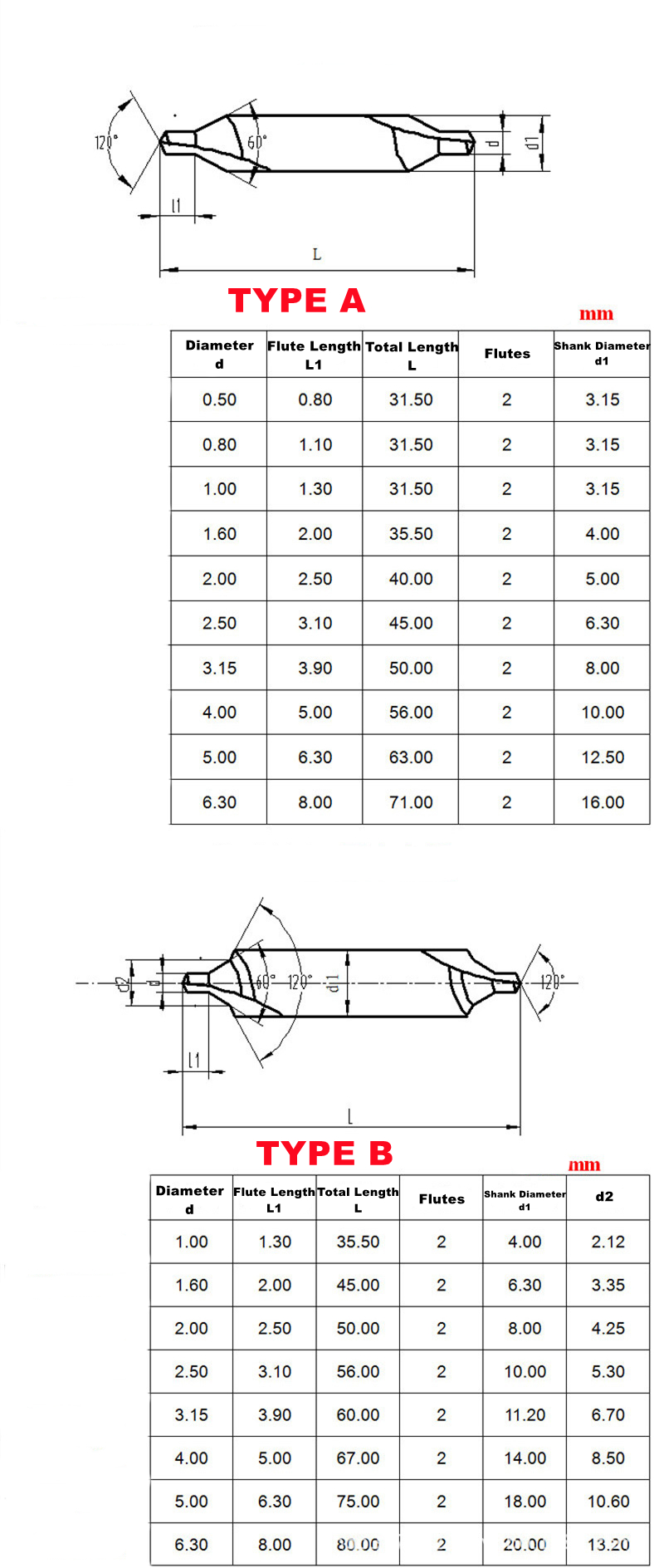
1. A տիպի կենտրոնական հորատիչը կտրող գործիք է և հիմնականում օգտագործվում է մետաղի հորատման համար: Օգտագործողը պետք է ընտրի կենտրոնական հորատի տեսակը՝ հիմնվելով մշակվող մասերի անցքի տեսակի և քանոնի չափի վրա:
2. A-տիպի հորատը ունի 65 աստիճանի կարծրություն և կարող է օգտագործվել 40 աստիճանի կարծրություն ունեցող հղկող պողպատի ջերմային մշակման համար, իսկ հորատման համար՝ չժանգոտվող պողպատից։
3. Գործիքը վերօգտագործելուց առաջ անհրաժեշտ է լվանալ հակաժանգոտող քսուքը՝ կտրող եզրին չիպսերը չկպչելու և կտրման արդյունավետության վրա ազդելու համար։
4. Ձեռքի հորատման մեքենաներով աշխատելիս կենտրոնական հորատը պետք է հասնի պահանջվող դիրքային ճշգրտությանը
5. Մշակվող աշխատանքային մասի մակերեսը պետք է լինի ուղիղ, և չպետք է լինեն ավազի անցքեր կամ կոշտ կետեր՝ գործիքի վնասումից խուսափելու համար:
6. Կտրող հեղուկ. Ընտրեք տարբեր կտրող հեղուկ՝ ըստ մշակման օբյեկտի, և սառեցումը պետք է լինի բավարար
7. Ուշադրության կարիք ունեցող հարցեր. Եթե մշակման ընթացքում առաջանում է աննորմալ իրավիճակ, այն պետք է անմիջապես դադարեցվի, և պատճառը կարելի է պարզել մշակումից առաջ: Ուշադրություն դարձրեք կտրող եզրի մաշվածությանը և ժամանակին վերանորոգեք այն. գործիքն օգտագործելուց հետո մաքրեք մակերեսի վրայի յուղը և պատշաճ կերպով պահպանեք այն:
| Բրենդ | ՄՍԿ | MOQ | 10 |
| Արտադրանքի անվանումը | Կենտրոնական հորատում | Փաթեթավորում | Պլաստիկ տուփ |
| Նյութ | HSSM2 | Օգտագործել | Պղինձ, ալյումինե համաձուլվածք |