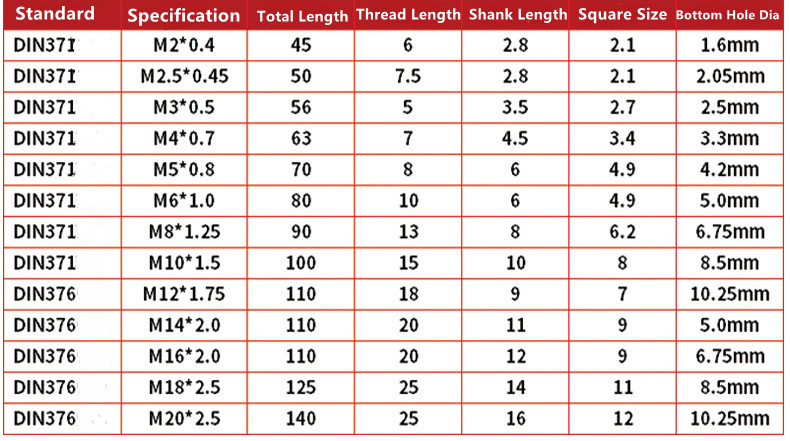
HSS Spiral Taps Threading Tool DIN 376 Spiral Thread Taps





Excessive tap pitch diameter: improper selection of the pitch diameter accuracy grade of the tap; unreasonable cutting selection; excessively high tap cutting speed; poor coaxiality of the thread bottom hole of the tap and the workpiece; inappropriate selection of tap sharpening parameters; tap cutting The cone length is too short. The pitch diameter of the tap is too small: the accuracy of the pitch diameter of the tap is incorrectly selected; the parameter selection of the tap edge is unreasonable, and the tap is worn; the selection of cutting fluid is inappropriate.
The tap is broken:
1. The diameter of the bottom hole is too small, and the chip removal is not good, causing cutting blockage;
2. The cutting speed is too high and too fast when tapping;
3. The tap used for tapping has a different axis from the diameter of the threaded bottom hole;
4. Improper selection of tap sharpening parameters and unstable hardness of the workpiece;
5. The tap has been used for a long time and is excessively worn.
Taps collapsed: 1. The rake angle of the tap is selected too large;
6. The cutting thickness of each tooth of the tap is too large;
7. The quenching hardness of the tap is too high;
8. The tap has been used for a long time and is severely worn.

Sharp cutting, wear-resistant and durableNo sticking to the knife, not easy to break the knife, good chip removal, no need for polishing, sharp and wear-resistant;The use of a new type of cutting edge with excellent performance, smooth surface, not easy to chip, increase the rigidity of the tool, strengthen the rigidity and double chip removal; Chamfer design, easy to clamp.