Spiralni navojni navojipoznati su i kao nareznici s vrhom i rubni nareznici u strojnoj industriji. Najznačajnija strukturna značajkanavojni navojje nagnuti i pozitivno konusni utor na prednjem kraju, koji savija reznu tvar tijekom rezanja i odvodi je prema prednjem dijelu nareznice i središtu rupe za vijak.
Zbog svoje posebne metode uklanjanja strugotine,navojni navojizbjegava interferenciju strugotine s oblikovanom površinom navoja, tako da je kvaliteta gotovog navojnog otvora bolja od one kod običnog ravnog utora;
Plitka struktura utora osigurava hlađenje i jača otpornost na okretni moment pri obradi navoja, tako da može imati veću brzinu rotacije i pogodna je za obradu dubokih navoja kroz rupu;
Zbog metode uklanjanja strugotine kod navojnog navoja, preporučuje se za vertikalnu obradu i narezivanje navoja kroz rupe;
Općenito govoreći, u usporedbi sa spiralnim nareznicima, vijek trajanja spiralnih nareznika može se produžiti za najmanje 1 put.
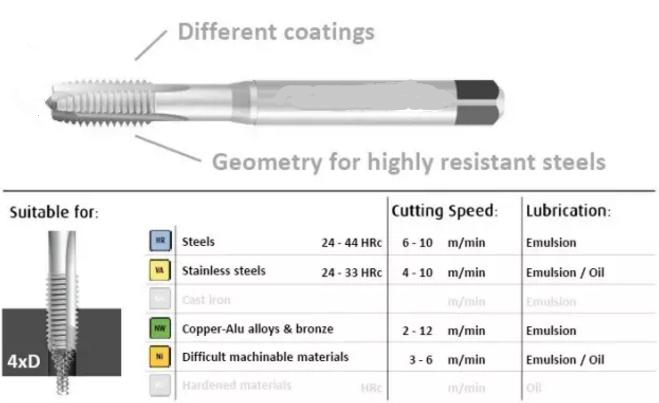
Tvrdoća obrade: ≤32HRC; Preporučena brzina: oko 8~12m/min; Medij za hlađenje: ulje ili mast, emulzijsko hlađenje;
*Brzina obrade navojnih svrdla s površinskim premazom odgovarajuće se povećava za 30%
Parametri rezanja navoja i oblik utora Nakon mnogih ispitivanja rezanjem, postavili smo parametre navojnog navojnog navoja za obradu nehrđajućeg čelika, nisko-, srednje- i visokougljičnog čelika, aluminijskih legura, bakrenih legura itd. Navojni navoj usvaja potpuni proces brušenja, a utor se obrađuje odjednom. Navoji se obrađuju na uvoznim glodalicama za navoje.
Vrijeme objave: 14. lipnja 2022.


