DIN338 HSSCO M35 ડબલ એન્ડ ટ્વિસ્ટ ડ્રીલ્સ 3.0-5.2mm


ઉત્પાદન વર્ણન
વિશેષતા:
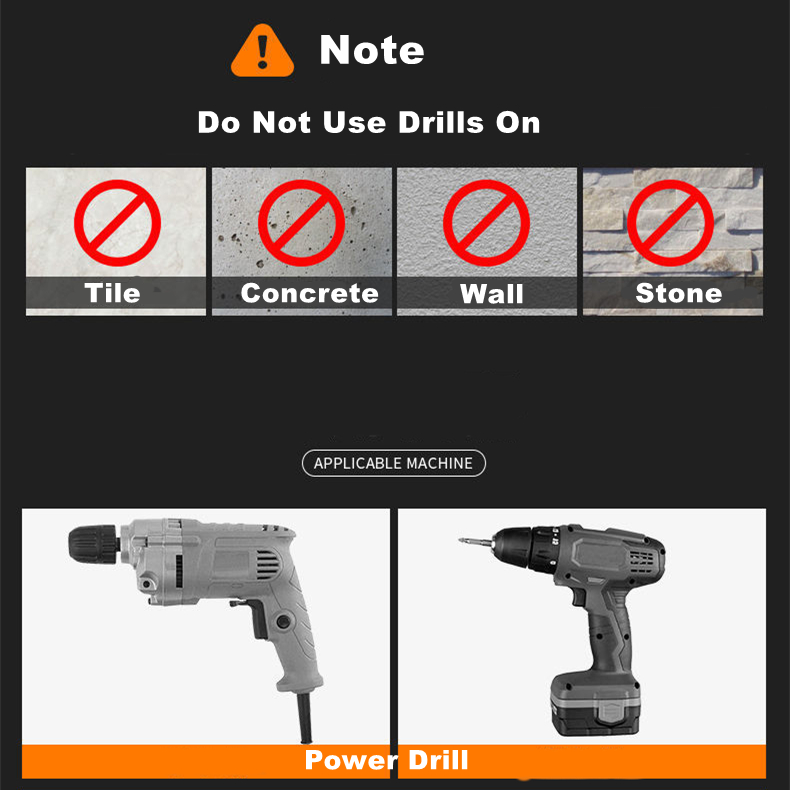
1. સ્ટેનલેસ સ્ટીલ, ડાઇ સ્ટીલ, એલ્યુમિનિયમ એલોય, કાસ્ટ આયર્ન, કોપર, ગેલ્વેનાઈઝ્ડ પાઇપ અને અન્ય ધાતુની સામગ્રીમાં છિદ્રો ડ્રિલ કરવા માટે યોગ્ય.
2. ઉચ્ચ કઠિનતા, વસ્ત્રો પ્રતિકાર, સચોટ સ્થિતિ, સારી ચિપ દૂર કરવી અને ઉચ્ચ કાર્યક્ષમતા
3. ફક્ત કોલ્ડ-રોલ્ડ સ્ટીલનો ઉપયોગ કરી શકાય છે, ક્વેન્ચ્ડ અને ક્વેન્ચ્ડ અને ટેમ્પર્ડ સ્ટીલ પર સખત પ્રતિબંધ છે.
વર્કશોપમાં ઉપયોગ માટે ભલામણ

| વ્યાસ | કુલ લંબાઈ | વાંસળીની લંબાઈ | પીસી/બોક્સ |
| ૩.૦ મીમી | ૪૫ મીમી | ૧૫.૫ મીમી | 10 |
| ૩.૨ મીમી | ૪૯ મીમી | ૧૬ મીમી | 10 |
| ૩.૫ મીમી | ૫૨ મીમી | ૧૭ મીમી | 10 |
| ૪.૦ મીમી | ૫૩ મીમી | ૧૭.૫ મીમી | 10 |
| ૪.૨ મીમી | ૫૫ મીમી | ૧૮.૫ મીમી | 10 |
| ૪.૫ મીમી | ૫૫ મીમી | ૧૮.૫ મીમી | 10 |
| ૫.૦ મીમી | ૬૦ મીમી | 20 મીમી | 10 |
| ૫.૨ મીમી | ૬૦ મીમી | 20 મીમી | 10 |
| બ્રાન્ડ | એમએસકેટી | કોટિંગ | No |
| ઉત્પાદન નામ | ડબલ એન્ડ ટ્વિસ્ટ ડ્રીલ | માનક | ડીઆઈએન338 |
| સામગ્રી | એચએસએસસીઓ | વાપરવુ | હેન્ડ ડ્રીલ |
નોંધ
ઇલેક્ટ્રિક ડ્રિલ પ્રોસેસિંગ કામગીરી માટે ટિપ્સ:
1. ઓછા ટોર્કને કારણે 12V લિથિયમ ઇલેક્ટ્રિક ડ્રિલની ભલામણ કરવામાં આવતી નથી, 24V, 48V લિથિયમ ઇલેક્ટ્રિક ડ્રિલની ભલામણ કરવામાં આવે છે.
2. ડ્રિલિંગ કરતી વખતે, ડ્રિલ બીટ અને સ્ટેનલેસ સ્ટીલ પ્લેટ 90 ડિગ્રી પર લંબ હોય છે,
3. જો છિદ્ર 6mm કરતા મોટું હોય, તો પહેલા 3.2-4mm ડ્રિલનો ઉપયોગ કરીને એક નાનો છિદ્ર ડ્રિલ કરો, અને પછી છિદ્રને વિસ્તૃત કરવા માટે મોટી ડ્રિલનો ઉપયોગ કરો.
૪. ઇલેક્ટ્રિક ડ્રિલ ચકને ડબલ-એન્ડેડ ડ્રિલને ક્લેમ્પ કરવું આવશ્યક છે. ખુલ્લા ભાગ જેટલો ટૂંકો હશે તેટલું સારું. ડ્રિલની કટીંગ ધાર ખૂબ તીક્ષ્ણ અથવા ખૂબ તીક્ષ્ણ હોવી જરૂરી નથી.
૫. ઇલેક્ટ્રિક ડ્રિલની ગતિ ૮૦૦-૧૫૦૦ ની વચ્ચે હોવી જોઈએ. અસર ખૂબ મોટી ન હોવી જોઈએ.
6. છિદ્ર પંચ કરતા પહેલા, તમે પંચિંગ પોઝિશન પર કેન્દ્ર બિંદુને પહેલા પંચ કરવા માટે સેમ્પલ પંચ (અથવા તેના બદલે ખીલી) નો ઉપયોગ કરી શકો છો, અને ડ્રિલ બીટ વિચલિત થશે નહીં.