DIN333 HSS સેન્ટર ડ્રિલ બિટ્સ 1mm-6.3mm






ફીચ્યુ
1. ઉચ્ચ-ગુણવત્તાવાળા W6Mo5Cr4V21 નો ઉપયોગ કરીને, કડક ગરમીની સારવાર પછી, શમન કઠિનતા સ્થિર છે, કઠોરતા સારી છે, વસ્ત્રો પ્રતિકાર મજબૂત છે, વિખેરી નાખવાનો પ્રતિકાર મજબૂત છે, અને સેવા જીવન લાંબુ છે.
2. સમગ્ર ગ્રાઇન્ડીંગ પ્રક્રિયા અપનાવવામાં આવે છે, એકંદર આકાર રચાય છે, અને કદ સ્થિર છે. ઉચ્ચ ચોકસાઇ અને સ્થિર કામગીરી. સારી સપાટી પૂર્ણાહુતિ, સુંદર અને વ્યવહારુ.
3. 63-66HRC સુધીની ગરમીની સારવારની કઠિનતા, ઉચ્ચ દાંતની મજબૂતાઈ, તીક્ષ્ણ કટીંગ અને ઉચ્ચ પ્રક્રિયા કાર્યક્ષમતા.
4. ડ્રિલિંગ સેન્ટર સચોટ રીતે સ્થિત છે, વસ્ત્રો પ્રતિકાર સારો છે, અને તેને તોડવું સરળ નથી.
સૂચના
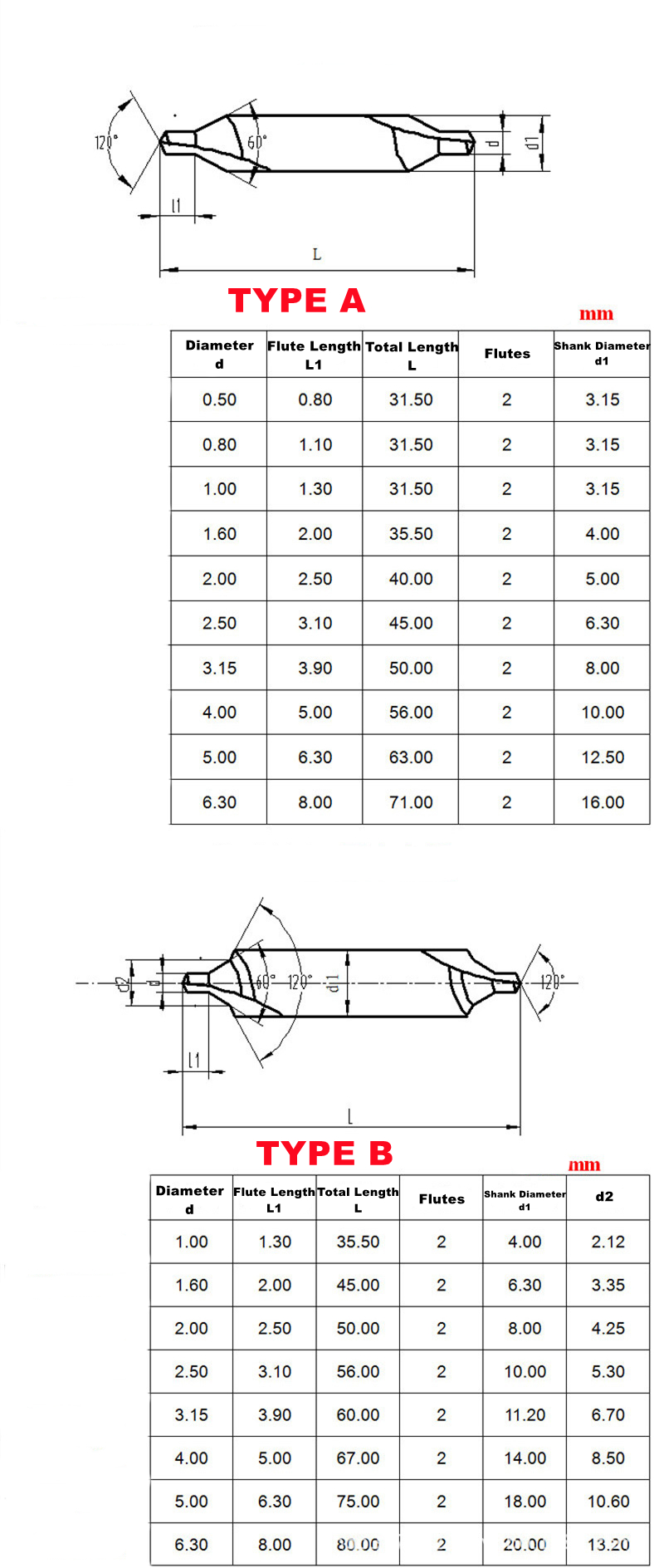
1. ટાઇપ A સેન્ટર ડ્રીલ એ એક કટીંગ ટૂલ છે અને તેનો ઉપયોગ મુખ્યત્વે મેટલ ડ્રીલિંગ માટે થાય છે. વપરાશકર્તાએ પ્રક્રિયા કરવાના ભાગોના છિદ્ર પ્રકાર અને શાસકના કદ અનુસાર સેન્ટર ડ્રીલનો પ્રકાર વાજબી રીતે પસંદ કરવો જોઈએ.
2. A-ટાઈપ ડ્રીલની કઠિનતા 65 ડિગ્રી હોય છે અને તેનો ઉપયોગ 40 ડિગ્રી કઠિનતાવાળા ઘર્ષક સ્ટીલની ગરમીની સારવાર માટે અને ડ્રિલિંગ માટે સ્ટેનલેસ સ્ટીલ માટે થઈ શકે છે.
3. ટૂલનો ફરીથી ઉપયોગ કરતા પહેલા, ચિપ્સને કટીંગ એજ પર ચોંટી જવાથી અને કટીંગ કામગીરીને અસર ન થાય તે માટે એન્ટી-રસ્ટ ગ્રીસ ધોવા જોઈએ.
4. મેન્યુઅલ ડ્રીલ સાથે કામ કરતી વખતે, સેન્ટર ડ્રીલ જરૂરી સ્થિતિગત ચોકસાઈ પ્રાપ્ત કરવી જોઈએ.
5. પ્રક્રિયા કરવાના વર્કપીસની સપાટી સીધી હોવી જોઈએ, અને ટૂલને નુકસાન ન થાય તે માટે રેતીના છિદ્રો અથવા સખત ફોલ્લીઓ ન હોવા જોઈએ.
6. કટીંગ ફ્લુઇડ: પ્રોસેસિંગ ઑબ્જેક્ટ અનુસાર અલગ અલગ કટીંગ ફ્લુઇડ પસંદ કરો, અને ઠંડક પૂરતી હોવી જોઈએ.
7. ધ્યાન આપવાની બાબતો: જો પ્રક્રિયા દરમિયાન કોઈ અસામાન્ય પરિસ્થિતિ હોય, તો તેને તાત્કાલિક બંધ કરવી જોઈએ, અને પ્રક્રિયા કરતા પહેલા તેનું કારણ શોધી શકાય છે. કટીંગ એજના ઘસારો પર ધ્યાન આપો અને તેને સમયસર રિપેર કરો; ટૂલનો ઉપયોગ કર્યા પછી, સપાટી પરનું તેલ સાફ કરો અને તેને યોગ્ય રીતે રાખો.
| બ્રાન્ડ | એમએસકે | MOQ | 10 |
| ઉત્પાદન નામ | મધ્ય કવાયત | પેકિંગ | પ્લાસ્ટિક બોક્સ |
| સામગ્રી | એચએસએસએમ2 | વાપરવુ | કોપર, એલ્યુમિનિયમ એલોય |