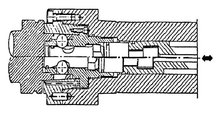
Porte-outil HSK
Le système d'outils HSK est un nouveau type de porte-outils à queue conique courte haute vitesse. Son interface combine le positionnement du cône et de la face d'extrémité. La queue est creuse, avec une courte longueur de cône et un cône de 1/10, ce qui facilite un changement d'outil rapide et aisé. Comme illustré sur la figure 1.2, grâce à sa conception conique creuse et au positionnement de la face d'extrémité, ce système compense la différence de déformation radiale entre l'alésage de broche et le porte-outil lors de l'usinage à grande vitesse et élimine complètement l'erreur de positionnement axial, permettant ainsi un usinage de haute précision à grande vitesse. Ce type de porte-outil est de plus en plus utilisé sur les centres d'usinage à grande vitesse.

Porte-outils pliable KM
La structure de ce porte-outil est similaire à celle du porte-outil HSK, qui adopte également une structure conique courte creuse avec un cône de 1/10 et utilise la même méthode de positionnement et de serrage simultanés du cône et de la face d'extrémité. Comme illustré sur la figure 1.3, la principale différence réside dans le mécanisme de serrage. La structure de serrage du porte-outil KM, brevetée aux États-Unis, offre une force de serrage plus élevée et une plus grande rigidité. Cependant, le porte-outil KM, comportant deux cavités circulaires symétriques usinées dans la surface conique (utilisées lors du serrage), est plus fin, certaines parties sont moins résistantes et son bon fonctionnement requiert une force de serrage très importante. De plus, la protection par brevet de la structure du porte-outil KM freine sa diffusion et son application rapides.
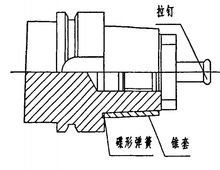
Porte-outil NC5
Le porte-outil NC5 adopte une structure conique courte creuse avec un cône de 1/10 et utilise à la fois le cône et la face d'extrémité pour le positionnement et le serrage de la pièce. Le couple étant transmis par la rainure de clavette du cylindre avant, il ne comporte pas de rainure de clavette à l'extrémité, ce qui réduit son encombrement axial par rapport au porte-outil HSK. La principale différence réside dans l'absence de paroi mince et l'ajout d'une douille conique intermédiaire sur la surface conique. Le déplacement axial de cette douille est assuré par un ressort à disque situé sur la face d'extrémité. Grâce à la capacité de compensation d'erreur élevée de la douille conique intermédiaire, le porte-outil NC5 exige une précision d'usinage légèrement inférieure pour la broche et le porte-outil lui-même. De plus, le porte-outil NC5 ne possède qu'un seul trou de vis pour la fixation du tenon, dont la paroi est plus épaisse et plus robuste, permettant ainsi l'utilisation d'un mécanisme de serrage sous pression pour les opérations de coupe intensives. Le principal inconvénient de ce porte-outil est qu'il existe une surface de contact supplémentaire entre le porte-outil et l'alésage conique de la broche, ce qui réduit la précision de positionnement et la rigidité du porte-outil.
Porte-outil CAPTO
L'image présente le porte-outil CAPTO de Sandvik. Sa structure n'est pas conique, mais se compose d'un cône à trois branches à nervures arrondies et à conicité de 1/20, ainsi que d'un cône court creux assurant un positionnement simultané par contact entre le cône et la face d'extrémité. La structure du cône trigonal permet une transmission du couple sans glissement bidirectionnel, éliminant ainsi le besoin de clavette et les problèmes d'équilibrage dynamique liés à celle-ci et à la rainure. La grande surface du cône trigonal réduit la pression exercée sur le porte-outil, limitant ainsi les déformations et l'usure, et garantissant une bonne précision. Cependant, l'usinage de l'alésage du cône trigonal est complexe et coûteux, ce porte-outil n'est pas compatible avec les porte-outils existants et présente un risque d'auto-blocage.
Cliquez pour voir les produits associés
Date de publication : 17 mars 2023


