HSK tööriistahoidik
HSK tööriistasüsteem on uut tüüpi kiire lühikese koonilise varrega tööriist, mille liides võimaldab samaaegselt nii koonuse kui ka otsapinna positsioneerimist. Vars on õõnes, lühikese koonusepikkuse ja 1/10 koonusega, mis soodustab kerget ja kiiret tööriistavahetust. Nagu on näidatud joonisel 1.2, kompenseerib õõnes koonuse ja otsapinna positsioneerimine spindli ava ja tööriistahoidiku radiaalse deformatsiooni erinevust kiire töötlemise ajal ning kõrvaldab täielikult aksiaalse positsioneerimise vea, mis võimaldab kiiret ja täpset töötlemist. Sellist tööriistahoidikut kasutatakse üha sagedamini kiiretel töötlemiskeskustel.

Kokkupandav KM tööriistahoidik
Selle tööriistahoidiku struktuur sarnaneb HSK tööriistahoidiku omaga, millel on samuti õõnes lühike kooniline struktuur koonusega 1/10 ning mis kasutab ka koonuse ja otsapinna samaaegset positsioneerimis- ja kinnitusmeetodit. Nagu joonisel 1.3 näidatud, seisneb peamine erinevus kasutatavas erinevas kinnitusmehhanismis. KM kinnitusstruktuurile on esitatud USA patent, mis kasutab suuremat kinnitusjõudu ja jäigemat süsteemi. Kuna KM tööriistahoidikul on aga koonilisse pinda lõigatud kaks sümmeetrilist ümmargust süvendit (rakendatakse kinnituse ajal), on see võrdluseks õhuke, mõned osad on vähem tugevad ja nõuetekohaseks tööks on vaja väga suurt kinnitusjõudu. Lisaks piirab KM tööriistahoidiku struktuuri patendikaitse selle süsteemi kiiret levikut ja rakendamist.
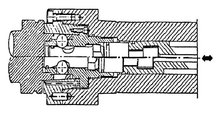
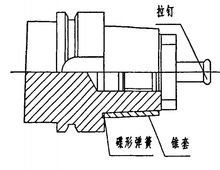
NC5 tööriistahoidik
Samuti kasutab see õõnsat lühikest koonilist struktuuri koonusega 1/10 ning nii koonilist kui ka otsapinda töömeetodi paigutamiseks ja kinnitamiseks. Kuna pöördemoment edastatakse NC5 tööriistahoidiku esisilindri kiiluava kaudu, puudub tööriistahoidiku otsas pöördemomendi edastamiseks kiiluava, seega on aksiaalne mõõde lühem kui HSK tööriistahoidikul. Peamine erinevus NC5 ja kahe eelmise tööriistahoidiku vahel on see, et tööriistahoidikul ei ole õhukeseinalist struktuuri ja tööriistahoidiku koonilisele pinnale on lisatud vahepealne kooniline hülss. Vahepealse koonilise hülsi aksiaalset liikumist juhib tööriistahoidiku otsapinnal olev ketasvedru. NC5 tööriistahoidik nõuab spindli ja tööriistahoidiku enda jaoks veidi väiksemat valmistamistäpsust, kuna vahepealne kooniline hülss suudab väga hästi veakompenseerida. Lisaks on NC5 tööriistahoidikus ainult üks kruviauk tapi kinnitamiseks ning ava sein on paksem ja tugevam, seega saab survestatud kinnitusmehhanismi kasutada raskete lõiketööde nõuete täitmiseks. Selle tööriistahoidiku peamine puudus on see, et tööriistahoidiku ja spindli koonusekujulise ava vahel on täiendav kontaktpind ning tööriistahoidiku positsioneerimistäpsus ja jäikus vähenevad.
CAPTO tööriistahoidik
Pildil on Sandviki toodetud CAPTO tööriistahoidik. Selle tööriistahoidiku struktuur ei ole kooniline, vaid kolmeharuline koonus ümarate ribidega ja 1/20 koonusega ning õõnes lühike koonuse struktuur, kus koonus ja otspind puutuvad samaaegselt kokku. Kolmnurkse koonuse struktuur võimaldab pöördemomendi ülekannet ilma libisemiseta mõlemas suunas, seega pole enam vaja ülekandekiilu, mis välistab ülekandekiilu ja kiilusoone põhjustatud dünaamilise tasakaalu probleemi. Kolmnurkse koonuse suur pind vähendab tööriistahoidiku pinna survet, vähendab deformatsiooni ja kulumist ning seega säilitab täpsuse hästi. Kolmnurkse koonuse auku on aga keeruline töödelda, töötlemiskulud on kõrged, see ei ühildu olemasolevate tööriistahoidikutega ja sobivus on iselukustuv.
Klõpsake seotud toodete vaatamiseks
Postituse aeg: 17. märts 2023


