Spiralaj pintaj frapetojestas ankaŭ konataj kiel pintaj frapetoj kaj randofrapoj en la maŝinada industrio. La plej signifa struktura trajto de laŝraŭbpunkta frapetoestas la dekliva kaj pozitive konusforma ŝraŭbopinta kanelo ĉe la antaŭa finaĵo, kiu krispigas la fortranĉaĵon dum tranĉado kaj eligas ĝin al la fronto de la frapetilo kaj la centro de la ŝraŭbotruo.
Pro ĝia speciala metodo por forigi ĉipojn, laŝraŭbpunkta frapetoevitas la ĉipinterferon kun la formita fadensurfaco, tiel ke la kvalito de la preta fadentruo estas pli bona ol tiu de la ordinara rekta kanelo;
Malprofunda kanelstrukturo certigas malvarmigon kaj plifortigas la tordmomantreziston en frapetprilaborado, tiel ke ĝi povas havi pli altan rotacian rapidon kaj taŭgas por prilaborado de profundaj tratruaj fadenoj;
Pro la metodo de forigo de ĉizaĵoj de la ŝraŭbpinta frapetilo, ĝi estas rekomendinda por vertikala maŝinado kaj tratruo-surfadenado;
Ĝenerale parolante, kompare kun spiralkanetaj frapetiloj, la vivo de spiralpunktaj frapetiloj povas esti plilongigita almenaŭ 1-oble.
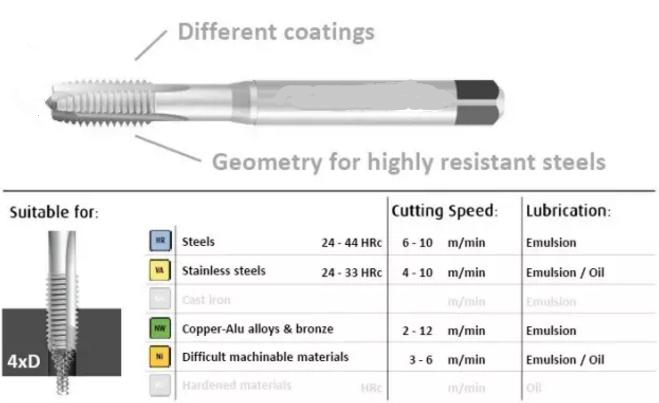
Maŝinado malmoleco: ≤32HRC; Rekomendita rapido: ĉirkaŭ 8~12m/min; Malvarmiga medio: oleo aŭ ungvento, emulsia malvarmigo;
*La maŝinrapideco de la surfaco-kovritaj kranoj estas koresponde pliigita je 30%
Parametroj de tranĉado de frapetilo kaj formo de kanelaĵo Post multaj tranĉotestoj, ni agordis la parametrojn de la ŝraŭbopinta frapetilo por prilaborado de rustorezista ŝtalo, malalt-, meza- kaj alt-karbona ŝtalo, aluminio-alojo, kupro-alojo, ktp. La frapetilo adoptas plenan muelprocezon, kaj la kanelaĵo estas prilaborita samtempe. Fadenoj estas prilaboritaj per importitaj fadenfrezejoj.
Afiŝtempo: 14-a de junio 2022


