Spiralpunkt-AnzapfungenSie werden in der Zerspanungsindustrie auch als Spitzengewindebohrer und Kantengewindebohrer bezeichnet. Das wichtigste strukturelle Merkmal derGewindebohrerist die geneigte und konisch geformte Gewindespitzennut am vorderen Ende, die das Schneidgut während des Schneidens einrollt und es zur Vorderseite des Gewindebohrers und zur Mitte des Gewindelochs abführt.
Aufgrund seines speziellen SpanabfuhrverfahrensGewindebohrerDadurch wird eine Kollision der Späne mit der geformten Gewindeoberfläche vermieden, sodass die Qualität des fertigen Gewindelochs besser ist als die einer gewöhnlichen geraden Nut;
Die flache Nutstruktur gewährleistet Kühlung und erhöht die Drehmomentfestigkeit bei der Gewindebearbeitung, sodass eine höhere Drehzahl möglich ist und sich das Werkzeug für die Bearbeitung tiefer Durchgangsgewinde eignet.
Aufgrund der Spanabfuhrmethode des Gewindebohrers eignet er sich besonders für die vertikale Bearbeitung und das Gewindeschneiden durch Durchgangslöcher;
Generell lässt sich die Lebensdauer von Spiralspitzengewindebohrern im Vergleich zu Spiralnutgewindebohrern um mindestens das 1-fache verlängern.
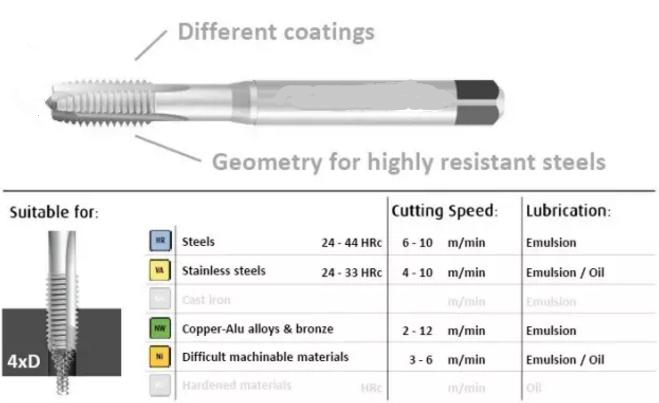
Bearbeitungshärte: ≤32HRC; Empfohlene Geschwindigkeit: ca. 8~12 m/min; Kühlmedium: Öl oder Salbe, Emulsionskühlung;
Die Bearbeitungsgeschwindigkeit der oberflächenbeschichteten Gewindebohrer erhöht sich entsprechend um 30 %.
Gewindeschneidparameter und Nutform: Nach zahlreichen Schneidversuchen haben wir die Parameter des Gewindebohrers für die Bearbeitung von Edelstahl, niedrig-, mittel- und hochgekohltem Stahl, Aluminiumlegierungen, Kupferlegierungen usw. festgelegt. Der Gewindebohrer wird vollständig geschliffen, die Nut wird in einem Arbeitsgang gefertigt. Die Gewinde werden auf importierten Gewindewalzmaschinen hergestellt.
Veröffentlichungsdatum: 14. Juni 2022


