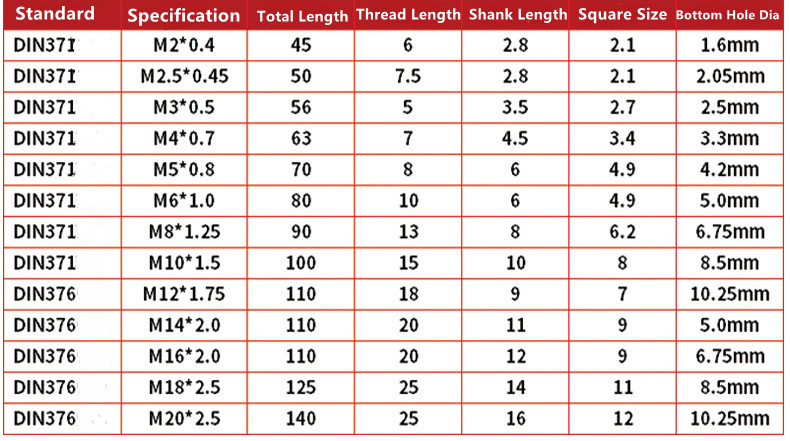
HSS-Spiralgewindebohrer Gewindeschneidwerkzeug DIN 376 Spiralgewindebohrer





Zu großer Gewindesteigungsdurchmesser: Falsche Wahl der Genauigkeitsklasse des Gewindesteigungsdurchmessers; ungeeignete Schnittparameter; zu hohe Schnittgeschwindigkeit; unzureichende Koaxialität zwischen Gewindegrundbohrung und Werkstück; ungeeignete Schärfparameter; zu kurze Gewindekegellänge. Zu kleiner Gewindesteigungsdurchmesser: Falsche Wahl der Genauigkeit des Gewindesteigungsdurchmessers; ungeeignete Schärfparameter, wodurch der Gewindebohrer verschlissen ist; ungeeignetes Kühlschmiermittel.
Der Wasserhahn ist kaputt:
1. Der Durchmesser des Bodenlochs ist zu klein, die Spanabfuhr ist unzureichend, was zu Schnittverstopfungen führt;
2. Die Schnittgeschwindigkeit ist beim Gewindeschneiden zu hoch und zu schnell;
3. Der zum Gewindeschneiden verwendete Gewindebohrer hat eine andere Achse als der Durchmesser des Gewindegrundlochs;
4. Unsachgemäße Wahl der Gewindeschneidparameter und instabile Härte des Werkstücks;
5. Der Wasserhahn ist schon lange in Gebrauch und stark abgenutzt.
Fehler beim Abzweigen: 1. Der Anstellwinkel des Abzweigs ist zu groß gewählt;
6. Die Schnittdicke jedes einzelnen Zahns des Gewindebohrers ist zu groß;
7. Die Härte des Gewindebohrers nach dem Abschrecken ist zu hoch;
8. Der Wasserhahn ist schon lange in Gebrauch und stark abgenutzt.

Scharfes Schneiden, verschleißfest und langlebig. Kein Anhaften am Messer, bruchfest, gute Spanabfuhr, kein Polieren erforderlich, scharf und verschleißfest; Verwendung einer neuartigen Schneide mit hervorragender Leistung, glatter Oberfläche, bruchfest, erhöht die Werkzeugsteifigkeit und sorgt für doppelte Spanabfuhr; Abgeschrägtes Design für einfaches Einspannen.