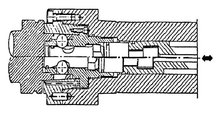
HSK værktøjsholder
HSK-værktøjssystemet er en ny type højhastigheds kort konisk skaft, hvis grænseflade anvender konus- og endefladepositionering på samme tid. Skaftet er hult med kort konuslængde og 1/10 konus, hvilket er befordrende for let og højhastigheds værktøjsskift. Som vist i figur 1.2. På grund af den hule konus og endefladepositioneringen kompenserer den for den radiale deformationsforskel mellem spindelhullet og værktøjsholderen under højhastighedsbearbejdning og eliminerer fuldstændigt den aksiale positioneringsfejl, hvilket muliggør højhastigheds- og højpræcisionsbearbejdning. Denne type værktøjsholder anvendes mere og mere almindeligt på højhastighedsbearbejdningscentre.

Sammenklappelig KM-værktøjsholder
Strukturen af denne værktøjsholder ligner HSK-værktøjsholderen, som også anvender en hul, kort konisk struktur med en konus på 1/10, og som også anvender den samtidige positionerings- og fastspændingsmetode for konus og endeflade. Som vist i figur 1.3 ligger den største forskel i den forskellige fastspændingsmekanisme, der anvendes. KM's fastspændingsstruktur er ansøgt om et amerikansk patent, som anvender en højere fastspændingskraft og et mere stift system. Da KM-værktøjsholderen har to symmetriske cirkulære fordybninger skåret ind i den koniske overflade (anvendt ved fastspænding), er den imidlertid tynd i sammenligning, nogle dele er mindre stærke, og den kræver en meget høj fastspændingskraft for at fungere korrekt. Derudover begrænser patentbeskyttelsen af KM-værktøjsholderstrukturen den hurtige popularisering og anvendelse af dette system.
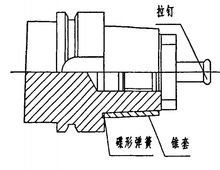
NC5 værktøjsholder
Den anvender også en hul, kort konisk struktur med en konisk form på 1/10, og den anvender også både konisk form og endeflade til at placere og fastspænde arbejdsmetoden. Da momentet overføres via notgangen på den forreste cylinder på NC5-værktøjsholderen, er der ingen notgang til at overføre moment i enden af værktøjsholderen, så den aksiale dimension er kortere end HSK-værktøjsholderen. Hovedforskellen mellem NC5 og de to foregående værktøjsholdere er, at værktøjsholderen ikke anvender den tyndvæggede struktur, og en mellemliggende konisk muffe er tilføjet på den koniske overflade af værktøjsholderen. Den aksiale bevægelse af den mellemliggende konisk muffe drives af en tallerkenfjeder på værktøjsholderens endeflade. NC5-værktøjsholderen kræver lidt mindre fremstillingsnøjagtighed for spindlen og selve værktøjsholderen på grund af den mellemliggende konisk muffes høje fejlkompensationskapacitet. Derudover er der kun ét skruehul til montering af tap i NC5-værktøjsholderen, og hulvæggen er tykkere og stærkere, så den tryksatte fastspændingsmekanisme kan bruges til at opfylde kravene til kraftig skæring. Den største ulempe ved denne værktøjsholder er, at der er en ekstra kontaktflade mellem værktøjsholderen og spindelkonushullet, og værktøjsholderens positioneringsnøjagtighed og stivhed reduceres.
CAPTO værktøjsholder
Billedet viser CAPTO-værktøjsholderen produceret af Sandvik. Værktøjsholderens struktur er ikke konisk, men en trekantet kegle med afrundede ribber og en konus på 1/20, og en hul kort keglestruktur med samtidig kontaktpositionering af keglen og endefladen. Den trigonale keglestruktur kan realisere momentoverførslen uden at glide i begge retninger, og der er ikke længere behov for gearkassen, hvilket eliminerer problemet med dynamisk balance forårsaget af gearkassen og kilegangen. Den store overflade af den trigonale kegle gør værktøjsholderens overflade lavtryk, mindre deformation, mindre slid og dermed god nøjagtighedsvedligeholdelse. Imidlertid er det trigonale keglehul vanskeligt at bearbejde, bearbejdningsomkostningerne er høje, det er ikke kompatibelt med eksisterende værktøjsholdere, og pasformen vil være selvlåsende.
Klik for at se relaterede produkter
Opslagstidspunkt: 17. marts 2023


