Spiralspidshanerer også kendt som spidsgevindtappe og kantgevindtappe i maskinindustrien. Det vigtigste strukturelle træk vedskruehaneer den skrå og positivt koniske skruespidsnot i forenden, som krøller spånen under skæring og afgiver den til forsiden af tappen og midten af skruehullet.
På grund af sin særlige metode til fjernelse af spåner,skruehaneundgår spåninterferens med den formede gevindoverflade, således at kvaliteten af det færdige gevindhul er bedre end kvaliteten af det almindelige lige spor;
En lav rillestruktur sikrer køling og styrker momentmodstanden ved gevindskæring, så den kan have en højere rotationshastighed og er egnet til bearbejdning af dybe gennemgående gevind;
På grund af spånfjernelsesmetoden for gevindtappen anbefales den til vertikal bearbejdning og gevinddrejning af gennemgående hul;
Generelt kan levetiden for spiralspidsgevindtappe forlænges med mindst én gang sammenlignet med spiralformede gevindtappe.
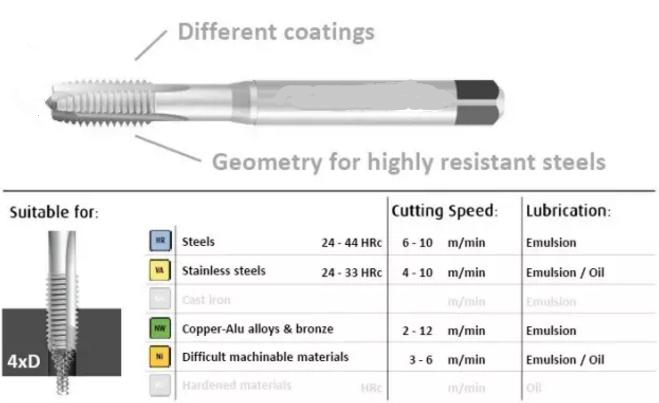
Bearbejdningshårdhed: ≤32HRC; Anbefalet hastighed: ca. 8~12m/min; Kølemedium: olie eller salve, emulsionskøling;
*Bearbejdningshastigheden for de overfladebelagte gevindtappe øges tilsvarende med 30%
Gevindsnitteparametre og notform Efter mange skæretests har vi fastsat parametrene for gevindsnittet til bearbejdning af rustfrit stål, lav-, mellem- og højkulstofstål, aluminiumslegering, kobberlegering osv. Gevindsnittet anvender en fuld slibeproces, og noten bearbejdes på én gang. Gevindet bearbejdes på importerede gevindfræsere.
Opslagstidspunkt: 14. juni 2022


