Majsradiusmølle til nikkelbaserede højtemperaturlegeringer





PRODUKTBESKRIVELSE
Titanium er et notorisk vanskeligt materiale at bearbejde, især i aggressive værktøjsbaner, såsom dem, der er forbundet med højeffektiv fræsning (HEM). Denne hjørneradiusfræser bruges specielt til bearbejdning af materialer i luftfartsindustrien. Den anvender importeret wolframstål og har en lang levetid.
ANBEFALING TIL BRUG I VÆRKSTEDER
Titanlegering TC18-21, ferrit, højnikkellegering over 35%, højtemperatur rustfrit stål, nikkel-krom-kobolt og andre vanskeligt bearbejdelige højstyrketitanlegeringer, højtemperaturlegeringsmaterialer.
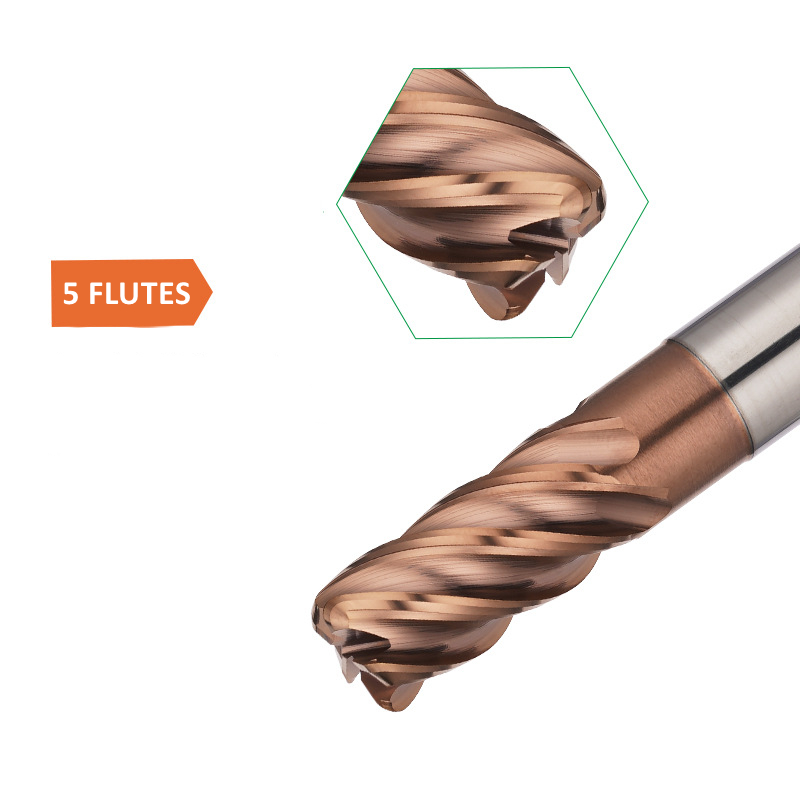
5-skærs designet er 30%-40% hurtigere end 3-skærs/4-skærs fræseren
Seismisk design/Ultrahøj metalfjernelseshastighed/Lav intern spænding
| Fløjtediameter | D6-D12 | Fløjtelængde | 8-24 mm |
| Fløjtetype | Spiralformet | Materiale | Højkvalitets wolfram |
| Belægning | Ja | Mærke | MSK |
| Forarbejdningsområde | Vanskeligt bearbejdelige materialer såsom titanlegeringer, superlegeringer, ferritter, nikkellegemer, højtemperaturbestandigt rustfrit stål og nikkel-krom-kobolt | ||
| Anvendelige maskiner | Fræsemaskiner, CNC-bearbejdningscentre, computergonger, graveringsmaskiner | ||
FUNKTION
1. Speciel til titan/superlegeringer, der er svære at skære i materialer
Udstyret med en belægning med høj smøreevne og lav friktionskoefficient for at minimere den indre spænding i det forarbejdede materiale.
2. Geometrifløjte
Fremragende geometrisk design med 5 blade og U-spor kan øge kontaktpunktet med det materiale, der skal bearbejdes, samtidig med at værktøjets stivhed øges og overfladeruhed sikres.
3. Importeret wolframstålstang
Skafttolerancenøjagtighed på H5, specielt designet til højpræcisionsskaftfastspændingssystemer.
4. Affasningsdesign
Gør det nemt at blive fastspændt.
5. Seismisk design
Ultrahøj spånvolumen, lav indre spænding, 30%-40% hurtigere end traditionelle 3-blads/4-blads fræsere
Anvendelse:
Luftfart, militær, mekaniske dele, biler, specialiseret elektronisk kommunikation og andre områder
Købers bemærkning:
1. Før du bruger værktøjet, skal du måle værktøjets udbøjning. Når værktøjets udbøjningsnøjagtighed overstiger 0,01 mm, skal du korrigere den før skæring.
2. Jo kortere længden af værktøjet er, der stikker ud af borepatronen, desto bedre. Hvis værktøjet stikker længere ud, skal hastigheden, tilspændingshastigheden og skæremængden reduceres.
3. Hvis der opstår unormale vibrationer eller lyde under skæring, skal du reducere hastigheden og skæremængden, indtil situationen forbedres.
4. Stålkølingen er fortrinsvis sprøjte- og luftstrålekøling, hvilket kan forbedre fræseren's brugseffekt. Titanlegeringer og andre superlegeringer anbefales ikke.









